Many buyers request tight tolerances and do not understand how that affects the final product’s price. Tightening a tolerance implies that the machine runs longer, the operator has to put in more effort, and inspections take longer. If a tolerance is altered, costs can increase substantially.

The tight tolerance CNC machining cost is not solely based on machine time. Costs also rise because there is less margin for error. If a part is made with a ±0.005mm tolerance instead of ±0.1mm, it cannot be made with the machine running at full speed. The machine will need to run slower, take more passes, and stop more often to perform checks.
More skilled operators and better machines are also required for tight tolerances. A typical manufacturer may not even meet your tolerances. You will need machines that can demonstrate high accuracy in a tightly controlled environment during all phases of the production run.
Key Takeaways
- More labor and production costs as high tolerances increase the number of inspections
- More waste as high tolerances increase the risk for scrap and the need for rework
- Higher costs as skilled machinists and programmers cost more than regular operators
- The more skilled operators cost more due to the more demanding requirements for precision and accuracy
- Less waste by not applying unnecessarily strict tolerances on all features
- Reduce costs by reviewing tolerances before applying ultra-tight tolerances on features

Why Does Tight Tolerance Machining Cost More?
Tolerance and cost are directly related. How does tolerance affect cost? The tighter the tolerance, the more difficult and expensive it becomes for precision machining costs because the entire process has to slow down. Some variation is acceptable in standard machining. Tight tolerance machining allows no variation at all. The steps of the process, cutting, finishing, and checking, take more time and effort.
Reduced Machining Speed
When it comes to holding tight tolerances, one of the trade-offs is speed. Higher speeds lead to more significant friction and vibration, which can cause more errors. To counteract this, machines slow down, take shallower cuts, and finish with more passes. This results in a net increase in time spent on each individual part and a net increase in cost to produce each part.
Higher Scrap and Rework Risk
Tighter tolerances mean less room for error. A part that is even slightly imperfect always gets rejected. During a high-volume production run, a small rejection rate can be substantial. The total CNC material costs increase due to a higher rejection rate and an increased material cost. Some materials are difficult to rework, and so a rejected part means a new part has to be made from scratch.
More Skilled Labor Requirements
Tolerances that are close together require skilled workers. Technicians must be able to identify and resolve issues as they arise, and they must be able to set up their equipment to ensure that there are no complications. Because a faulty code will allow the CNC to waste an entire batch of parts, it means a talented programmer is also a required part of the team.
How Do Standard Machining Tolerances in mm Compare to Tight Tolerances?
Buyers make better choices when they know the difference between the two. Not every feature requires the same measurement level.
| Tolerance Range | Manufacturing Difficulty | Cost Impact | Common Use |
|---|---|---|---|
| ±0.5 mm | Easy | Low | General brackets, covers, non-mating parts |
| ±0.1 mm | Moderate | Medium | Structural parts, basic fits |
| ±0.025 mm | Hard | High | Precision fits, shafts and bores |
| ±0.005 mm or less | Very Hard | Very High | Aerospace, medical, tight bearing fits |
What is considered a tight tolerance in machining?
Standard practices for machining tolerances are usually around ±0.1mm to ±0.5mm. They don’t require additional time or steps, and are generally accepted industry tolerances for parts. Once you reach a tolerance of ±0.025mm, you are in tight tolerance territory and costs increase dramatically.
When Tight Tolerances Become Necessary
Some industries cannot work without tight tolerances. Aerospace parts must fit perfectly to be safe. Medical implants must match the exact dimensions for the body to accept them. Automotive engine parts need tight tolerances to seal properly and handle pressure. In these cases, tight-tolerance machining is not optional; it is a requirement. The cost increase is part of the product spec, not a choice.
Features That Usually Need Precision
Not every surface on a part needs a tight tolerance. The features that are usually included:
- Holes that accept press-fit pins or bearings
- Mating surfaces that need to seal or slide
- Shaft diameters that go into bearing fits
- Thread features on high-load parts
A smart engineer reviews each feature and applies tight tolerances only where needed. This is one of the easiest ways to reduce your tight tolerance CNC machining cost before the part even reaches the industry floor.

Why Do Inspection Requirements Increase CNC Costs?
A part is only as good as your ability to measure it. Knowing about how inspection requirements increase CNC costs? When you request high precision, the manufacturer spends significant time verifying that the part matches the drawing. Inspection requires specialized tools, controlled rooms, and slow, manual tracking. This data gathering adds directly to the bill for tight tolerance CNC machining services.
Advanced Measuring Equipment
Standard calipers and micrometers cannot measure a micron-level feature accurately. A tight tolerance machine shop must use expensive equipment. This includes Coordinate Measuring Machines (CMMs), laser micrometers, and optical comparators.
Inspection Time Per Part
For standard parts, an operator might check one out of every ten pieces with a digital caliper. For high-precision parts, the inspector may need to check every single feature on every single part. Running a CMM program can take 15 minutes per part, which slows down delivery and drives up labor costs.
Documentation and Quality Reports
Critical industries require proof of quality. The manufacturer must create detailed quality reports to show compliance. This paperwork adds administration time and cost to the final order.
- First article inspection (FAI): The industry must stop production to measure the first part completely before making more.
- In-process checks: Machinists pause the machine at regular intervals to measure tool wear and part dimensions.
- Final dimensional reports: A complete list of actual measurements for every critical dimension shipped with the order.
- Calibration requirements: Tools must be calibrated regularly against certified masters, which increases overhead costs.
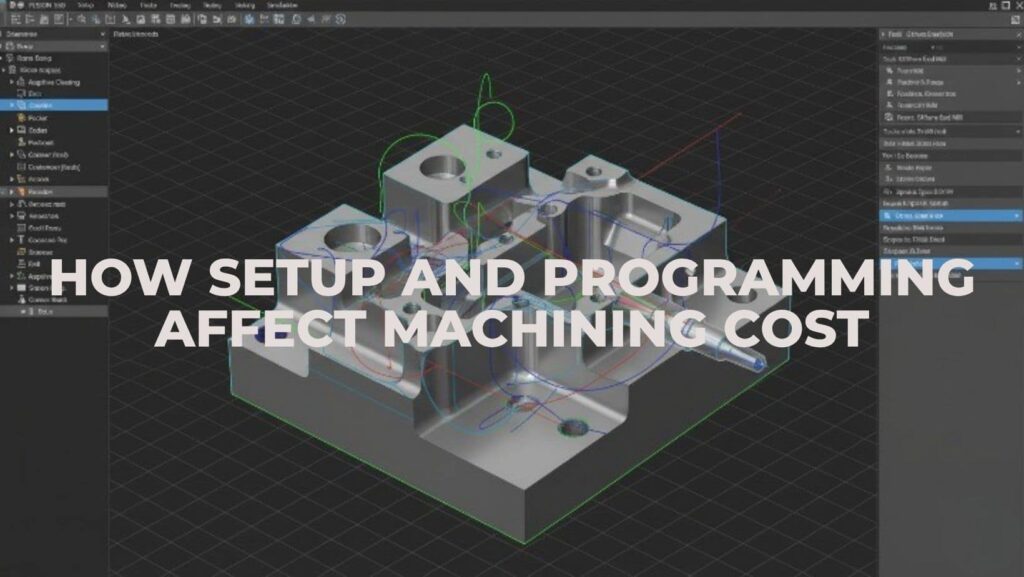
How Setup and Programming Affect Machining Cost
Before a machine cuts any metal, an engineer must plan the job. How setup and programming affect machining cost? Precision parts demand complex preparation. This prep work represents a high fixed cost. It explains why one-off machining costs for prototypes are so much higher than high-volume production costs.
Complex Toolpath Programming
Programmers cannot use standard automation loops for tight tolerance CNC machining. They must design complex toolpaths. These paths include special entry and exit moves to avoid leaving tool marks. They must also program separate roughing, semi-finishing, and finishing cycles. The programmer must plan tool changes carefully so that a worn tool never attempts a critical cut.
Machine Calibration and Alignment
Setting up the physical machine takes hours for precision jobs. The machinist must align the workholding fixtures with extreme care using dial indicators. If the fixture is out of alignment by a fraction of a degree, the finished part will be out of tolerance. The manufacturer must also calibrate the machine axes to ensure there is no backlash or mechanical play.
Challenges in One-Off Production
If you only need one or two parts, the setup time dominates the cost. If it takes four hours to set up a machine to run a 10-minute part, you must pay for those four hours of labor. For standard tolerances, setup is fast. For precision work, the setup remains long and complex, whether you make one part or one thousand parts.
How Raw Materials Affect Tight Tolerance Pricing
Each material, be it metal or plastic, has its own response mechanisms to heat, friction, and stress caused by cutting tools
How can tolerance affect the cost of components? The answer depends heavily on how the raw material behaves when subjected to the heat and stress of cutting tools. Selecting the wrong material for a design also means wasting a lot of time, a lot of money and damaging the cutting tools.
| Material | Machining Difficulty | Tool Wear | Cost Impact |
|---|---|---|---|
| Aluminum 6061 | Low | Very Low | Baseline Standard |
| Stainless Steel 316 | Medium | Medium | 2× to 3× material & tooling cost |
| Titanium Grade 5 | High | High | 5× to 7× material & tooling cost |
| Inconel 718 | Extreme | Extreme | 10×+ material & tooling cost |

How CNC Manufacturers Estimate Machining Costs
After you upload a 3D CAD model to request a quote, the manufacturing team assesses the labor, machine run-time, and technical risks related to your custom dimensions.
1. Machine Time Calculations
Every CNC machine has a designated hourly operating rate. A standard 3-axis mill might run at $75 per hour, whereas a high-precision 5-axis mill can cost $150 per hour or more. Estimators calculate exactly how many minutes your raw stock must stay inside these machines to reach your goals.
2. Order Volume and Batch Size
The total number of parts you buy changes how an industry handles setup fees. For small prototypes, all programming and custom fixture engineering costs apply to only a few items.
3. The Core Cost Categories
- Cost of programming: The cost of time devoted to programming specific tool paths in a CAM software.
- Cost of tooling: The cost of drills, end mills, and cutting inserts required by custom tooling and consumed during production.
- Cost of Inspection: The time spent by the QA team during the construction of the dimension verification sheets using CMM (Coordinate Measuring Machines).
- Cost of packing and shipping: The cost of special rust-proof coatings and packaging materials that protect sharp edges and surfaces during transportation.

Why Precision Machining Is Expensive but Sometimes Necessary
Rigid requirements increase manufacturing costs, but excessive precision is usually unavoidable for certain critical mechanical systems.
The Real Worth of Mechanical Perfection
Components should be designed to fit flawlessly together to expand the machinery’s lifespan. Flawless integration should minimize friction between parts, reduce vibrations, and stresses within the component.
In a medical device or an aerospace engineering application, even a failure of a single dimension at a microscopic level could lead to a failure of an entire system. Therefore, in such applications, it is the only answer to pay a very high price for tight tolerance CNC machining cost precision.
Conclusion
Tight tolerance CNC machining costs escalate due to slower processing speeds, rigorous quality inspections, complex software setups, accelerated tool wear, and higher part rejection rates. Every extra micron of accuracy demands superior machinery, longer production windows, and highly trained specialists.
By balancing your performance needs with realistic manufacturing constraints, you can secure exceptional part quality while keeping production costs under control.
Frequently Asked Questions
What is the tightest CNC tolerance?
The tightest CNC tolerance is around 0.0025 mm (0.0001 inches). This requires specialized ultra-precision machines, controlled room temperatures, and constant testing to maintain exact accuracy on high-end parts.
Why do tighter tolerances increase manufacturing cost?
Tighter tolerances increase machining overhead because they require slower cutting speeds, high-end equipment, and frequent tool changes. They also lead to more part inspections and a higher risk of wasted, scrapped materials.
How do you choose a supplier for tight tolerance aerospace parts?
Look for suppliers with AS9100 certification, advanced multi-axis CNC machines, and in-house inspection tools like CMMs. They must also have a proven track record of delivering high-precision aerospace components.
Why is multi-axis machining more expensive?
Multi-axis machining costs more because the advanced machinery and specialized programming software are highly expensive. It also requires highly skilled operators to set up complex cuts and prevent costly machining errors.