CNC machining delivers incredible accuracy for modern manufacturing. But cutting a part on a machine doesn’t guarantee that it will remain the right size. CNC part warping is still a big problem for precision machine shops, as well as for part buyers.

During the cutting process, several factors act upon the workpiece at the same time. The metal is subjected to constant stresses from the extreme heat, from the residual stresses of the manufacturing process and from the intense cutting forces. When a poor machining strategy is employed, the chances of aluminum plate warping become quite high.
To avoid tolerance failure, understanding of how to control machining stress is essential. Let’s examine the underlying causes of this problem and understand the best ways to prevent CNC part distortion.
Key Takeaways
- Internal residual stress is the most common cause of warpage of CNC parts when they are removed from the fixtures.
- When milling thin walls and large flat plates, they bend more easily because the cross-section lacks rigidity.
- Higher cutting forces and high pressure of the tool lead to local overheating and mechanical CNC milling deformation.
- Aluminum plate is rolled and retains a great amount of stress, which makes it very susceptible to bowing.
- The stability of parts is enhanced by proper fixturing, symmetric material removal, and multi-step machining.
- The repeated inversion of the part during the process ensures that the material is evenly distributed in internal stresses.
Why Do CNC Parts Warp During Machining?
The first thing to be done is to solve dimensional problems, but the key is to find the reason why CNC parts warp during machining. CNC part warping occur essentially due to the sudden imbalance of physical forces. This energy remains in the material until changed by a cutting tool.
Locked-In Forces Inside Metal
Every raw piece of metal has hidden forces trapped inside it. These forces become entrapped at the time of initial shaping or cooling at the plant. If a sharp object slices off the outer surface, it upsets the balance of these forces. The rest of the metal twists and bends as it tries to find a new way to stay still.
Heat Setup While Cutting
When the machines rub the metal, they generate a lot of heat. Metal bends as it expands from heat in an irregular manner. The top layer is heated and grows faster than the cold metal layer. Later, when the piece cools down, it shrinks in an irregular fashion and takes its original shape back.
Uneven Cutting of Material
If you remove most of the metal from the top but keep the metal on the bottom, the piece will bend. The other side, however, remains held tight on the unwashed side. This imbalance causes the metal to bend toward the uncut side.
Tool Push and Cutting Force
Heavy tools don’t simply cut through metal; they press into it with great force. Dull tools or fast cuts exert excessive pressure on the metal part. This powerful thrust may cause thin components to be bent beyond their capabilities. The metal will then remain bent and will not return to its original shape.
Thin Wall Weakness
Skinny walls have compromised strength to support hard pushing and trapped forces. Skinny walls are not thick enough to keep them straight, so they shake and wobble. While cutting, they curve away from the sharp object.
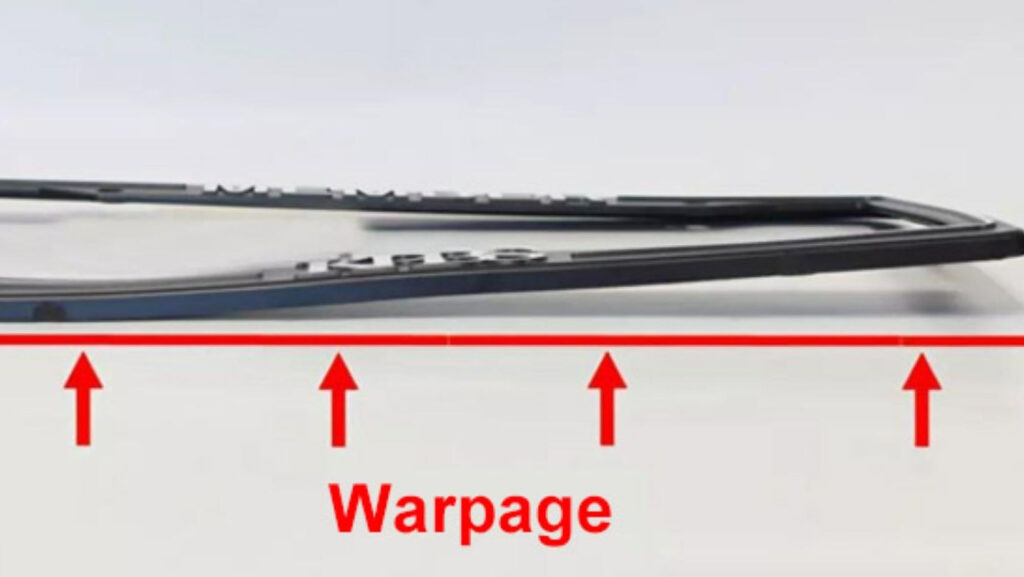
Common Signs of Warped Parts
- The Rocking Effect: The metal piece will not sit flat on a smooth table and wobbles back and forth.
- Twisted Shapes: Long straight edges turn into a twisted shape that looks like an airplane fan.
- Different Thickness: The piece feels too thin in the middle and too thick on the outside edges.
- Curved Centers: The middle of a flat piece curves way up or dips down like a soup bowl.
How Does Residual Stress Cause CNC Milling Deformation?
Raw metal plates are often forced through heavy rollers. This provides the common answer to what causes warping in metal? This mechanical forming process creates a number of competing forces of tension and compression in the metal.
This is very apparent in large flat parts. A long plate is a plate with a large surface but a small relative thickness. The geometric profile makes it very susceptible to CNC milling deformations.
This risk can be mitigated through the thorough selection of raw materials by engineers. The type of material and its manufacturing method determine the baseline stress levels.
| Material Type | Stress Level | Warping Risk | Best Application |
|---|---|---|---|
| Rolled Aluminum | High | Very High | Simple structural blocks with minimal machining |
| Cast Aluminum | Medium | Lower | Complex housings requiring excellent flatness |
| Steel Plate | Medium | Medium | Heavy-duty fixtures and high-strength wear parts |
| Annealed Material | Low | Low | Ultra-precision components with tight tolerances |
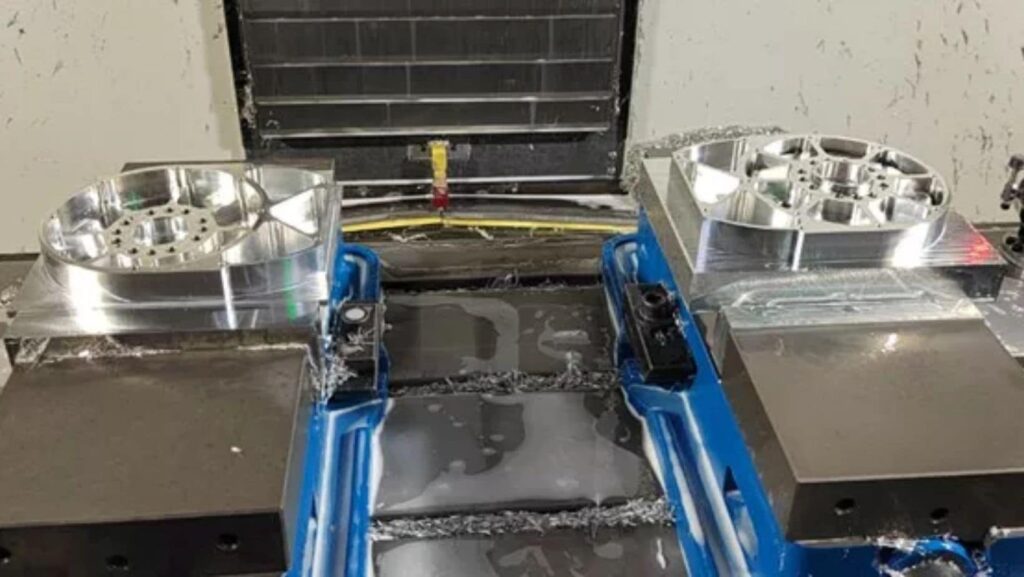
Common Problems in Aerospace Parts
Aerospace components are characterized by large surface area, thin-walled and lightweight structures. Often, as much as 90% of the material must be removed from solid rolled plates to produce these parts. This aggressive material removal creates high stress release and is one of the most challenging applications in today’s CNC milling.

How To Machine Thin Aluminum Parts Without Warping?
Machining thin components requires specialized techniques to maintain part geometry. If you use standard setup routines, the part will likely fail inspection. Here is how to machine thin aluminum parts without warping using smart process planning.
Balanced Material Removal
Don’t machine a thin part all from one side. Rather, employ an even strategy. Make a shallow cut from side A and then flip it over and cut a corresponding cut from side B. This alternate material removal process balances the internal stress forces and removes material from both sides evenly.
Multi-Step Machining
Divide your CNC program into roughing and finishing passes. Roughing will remove the bulk of the raw material, releasing approximately 80% of the internal stresses. Once roughing, the part should be taken out of the fixtures and allowed to rest. After relaxation and stabilization, mount again with light clamping pressure for final high precision finishing passes.
Proper Toolpath Planning
Avoid plunging a large indexable face mill directly into the center of a thin section. Instead, use progressive dynamic milling toolpaths. When using dynamic milling, the tool engagement angle remains low and constant, avoiding large peaks of cutting forces and heat generation.
Using Sharp Cutting Tools
Always use sharp, polished carbide tools that are made for aluminum. Sharp cutting edges cut the metal cleanly, minimizing mechanical tool pressure and localized thermal stress.
Reducing Heat During Milling
Use high-pressure flood coolant or mist lubrication to keep the cutting zone cool. Coolant extracts the heat before it gets absorbed by the workpiece. With thin sections, an air-blast system is recommended to blow chips away immediately to avoid recutting and heat production.
How to Reduce Vibration in a CNC Machine
Another hidden cause of CNC part warping is vibration. Micro-shocks are produced by a cutting tool vibrating against a piece of work. The rapid effects cause stress on the surface of the metal, causing localized work hardening and dimensional changes.
Tool Holder Stability
The first step to eliminate vibration is to use good and balanced tool holders. Hydraulic chucks or shrink-fit tool holders provide better gripping ability and concentricity than the standard side-lock ER collet chucks. A stable tool holder allows for a uniform chip load per flute of the cutting tool, which reduces the occurrence of radial runout.
Machine Rigidity
The entire rigidity of the CNC milling machine is very important. A heavy cast-iron box-way machine has better vibration absorption than a lightweight linear-guide machine.
Feed Rate Control
A proper feed rate ensures that the cutting tool remains properly loaded. If the feed rate is too low, the tool rubs against the material, generating high temperature and vibration. When the feed rate is too large, the tool and the workpiece are deflected by the excessive mechanical force.
Cutting Speed Optimization
The job of the machinist is to locate the ideal spot between cutting speed and tool geometry. Variable-H or variable-P end mills interfere with the harmonic frequencies that cause chatter. This enables you to operate at high speeds while avoiding destructive vibrations.
Machining Factors and Their Impact on Warping
| Machining Factor | Effect on Warping | Corrective Action |
|---|---|---|
| High Feed Rate | Higher deformation due to extreme mechanical pressure | Optimize feed rate to match tool design |
| Dull Tool | More heat generation and surface friction | Monitor tool life and change inserts early |
| Weak Clamping | Part movement, vibration, and dimensional drift | Use rigid fixtures or custom soft jaws |
| Long Tool Overhang | Higher vibration, chatter, and poor surface finish | Shorten the tool stickout as much as possible |
| Light Finishing Pass | Better stability and exceptional flatness control | Leave 0.010 inches for the final light cut |
How to Control Flatness Tolerance in CNC Machining?
To maintain flatness tolerances, a combination of accurate inspection procedures and foresightful machining strategies is essential. The following list outlines ways to straighten warped machined parts and ensure they are within tight blueprint tolerances.
-
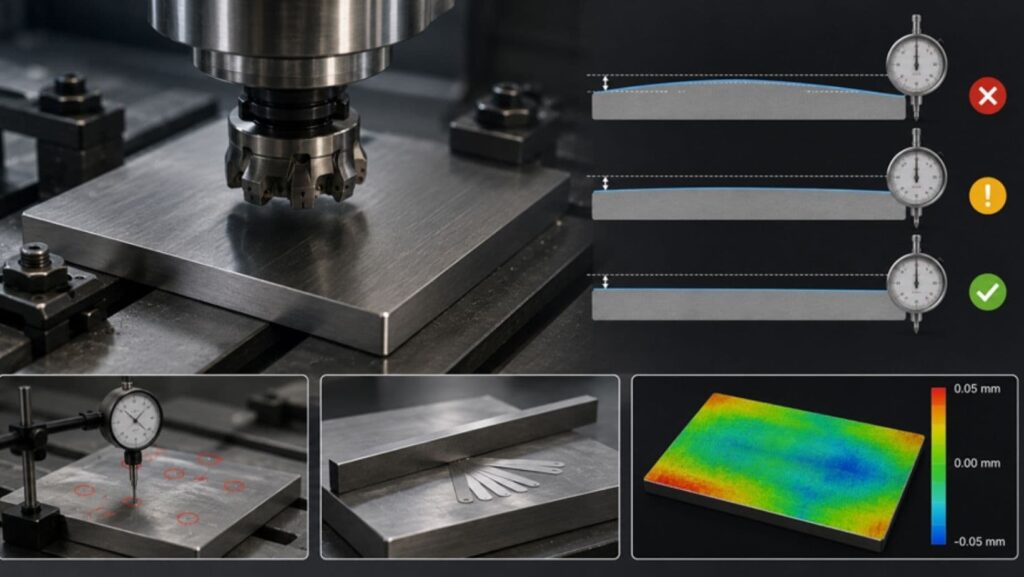
Precision Inspection Methods
To establish the flatness profile of your parts, use a Coordinate Measuring Machine (CMM) or a digital dial indicator on a grade-A granite surface plate. After the roughing operation, inspect the part to determine the extent of material movement before making critical finishing cuts.
-
Fixture Design
Do not use regular vises on thick or large workpieces. Rather, create custom low-profile pitbull clamp vacuum fixtures or fixture plates. Vacuum fixtures work by drawing the entire area of the part down uniformly without causing localized clamping stresses.
-
Stress Relief Operations
If your part requires an extremely close flatness tolerance (less than 0.001 inches over an extensive area), make a specific stress relief step part of your manufacturing routing. After roughing, the parts are sent out for thermal baking or cryogenic stress relief.
-
Straightening and Rework Methods
Occasionally, finished parts may warp after leaving the machine and can be straightened by hand or by mechanical means.
- Manual Press Straightening: Carefully press the high spot of a bowed piece of material through a hydraulic press until it is beyond the yield point and returns to flat.
- Surface Grinding: For magnetic materials such as steel, micro-inches of material should be removed from the high spots using a precision surface grinding machine without adding any new cutting stress.
- Creep Straightening: Place the warped metal between heavy steel plates and put it in a tempering oven to straighten it back to flat.
Conclusion
Understanding CNC material physics, heat management, and process planning is all crucial to controlling CNC part warping. It is necessary to adopt proactive and smart machining strategies to prevent the occurrence of CNC milling deformation. Once learned, these stress-control methods will enable machine manufacturers to confidently meet the most demanding flatness tolerances, even for the most complex, thin-walled parts.
Frequently Asked Questions
Does preheating prevent warping?
Yes. Preheating warms the metal evenly before welding or cutting. This reduces sudden temperature changes, stops internal stress from building up, and keeps the metal from bending or warping.
How does flipping parts reduce CNC warping?
Metal has hidden stresses inside. When you machine one side, it relaxes and bends. Flipping the part lets you cut both sides evenly, which balances out those hidden forces and keeps it flat.
Why do waterjet cut parts warp after milling?
Waterjet cutting leaves high internal stress near the edges. When you mill the part later, you remove that outer layer. This releases the trapped stress, causing the metal to snap out of shape.
Why does a rolled aluminium plate warp during machining?
Rolling aluminum compresses the outer layers, trapping a lot of stress inside. When you machine the plate, you cut away these tight layers. The remaining metal relaxes, unevenly releasing stress and causing warps.