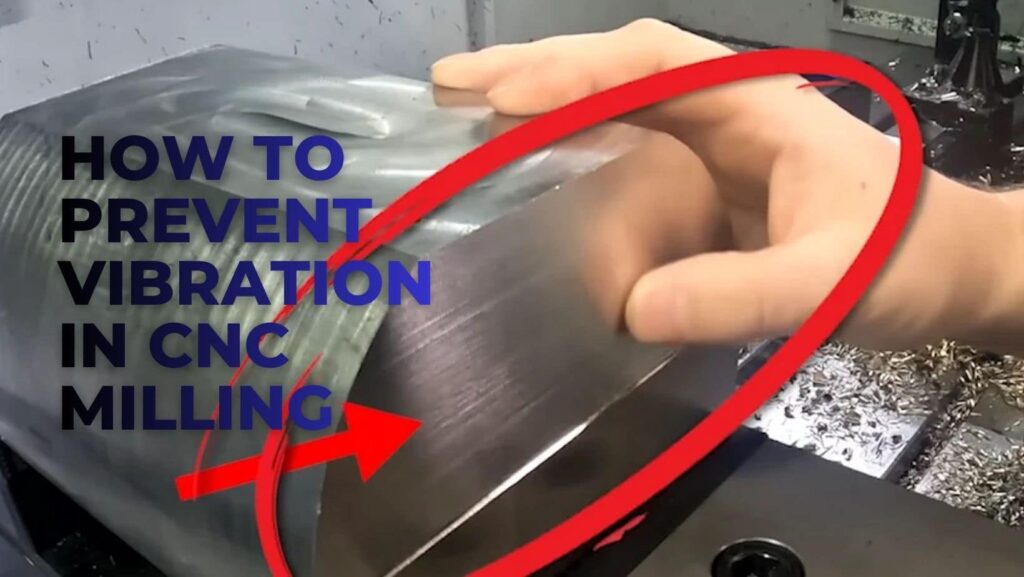
When you are running a workshop, you don’t want any unwanted movement to ruin your work. Vibration in CNC milling is a major problem encountered by operators. This vibration occurs when the cutting tool hits the raw metal at a high speed. Once the machine starts vibrating, it will wobble. This wobbling makes marks on your metal parts, ruins your sharp tools and can even crack your costly metal parts.
Shaking is caused by the high-frequency movement of the metal cutter. The problem can be addressed by using the best feeds and speeds in CNC milling to ensure smooth machine performance. There should also be a continuous supply of CNC machine coolant to prevent your metal pieces from warping.
It is important to understand how to reduce end mill chatter in order to maintain a well-functioning shop.
Key Takeaways for Stable Machining
- Long tool stickout causes unwanted tool shaking and bending in cutters.
- The right coolant provides stability in the cutting zone and rapidly removes work chips.
- Incorrect RPM results in poor harmonics and makes the machine loud.
- Rigid fixtures and heavy clamps stop parts from shifting during a cut.
- Side milling requires a small step-over to prevent high sideways forces.
- Proper feed rates ensure the tool cuts metal instead of rubbing against it.
Why Does Vibration in CNC Milling Happen?
Shaking is very common in vibration in the side milling process and during the operation of soft materials such as aluminum. With the proper setup of your mill, you can produce perfect parts daily and forever.

Cutting Force Instability
When a cutting tool spins, its sharp edges hit the metal one after the other. If the tool pushes too hard, the metal pushes back. This constant hitting creates uneven forces. If these forces match the natural shake of your machine, you get huge waves of movement. This is called harmonic shaking, and it makes your machine very loud.
Weak Machine Rigidity
A mill must be stiff to cut steel or aluminum. If your clamps are loose, the part will wiggle. If your machine spindle has worn-out bearings, the tool will wobble inside the holder. An unstable setup acts like a spring, letting the cutter bounce around instead of carving a clean line.
Tool Wear and Edge Damage
Sharp tools slice through metal like butter. Dull tools or chipped edges cannot cut cleanly. Instead of slicing, they plow into the material. This plowing action creates massive friction and forces the tool to shake violently, creating loud noises in the manufacturing area.
Poor Feed and Speed Settings
If you spin the cutter too fast or move it too slow, the tool cannot do its job. You must use the right best feeds and speeds for CNC milling to keep the load even. This is crucial when calculating aluminum milling feeds and speeds, as soft metals can stick to the tool and cause massive blockages.
Common Shaking Causes
- Long cutters sticking far out of the holder
- Loose vises or poor clamping setups
- Worn spindle bearings or old machine parts
- Feeding the material too slowly, causing rubbing
- Spindle speeds that match the machine’s natural frequency
How To Reduce End Mill Chatter During Machining?
A long tool bends easily under pressure. To fix this, minimize how much the tool projects out. If you want to know how tool stickout affects end mill vibration, think of a long diving board. A long board bounces high, while a short board is stiff. Keep your tools pushed deep inside the holder for maximum stiffness.
-
Using Proper Tool Holders
Standard collets are fine for basic work, but high-speed milling needs better options. Hydraulic holders use fluid pressure to grip the tool perfectly straight. Shrink-fit holders use heat to expand and lock around the cutter. These premium holders keep the tool centered so it does not wobble.
-
Increasing Tool Rigidity
Solid carbide tools are much stiffer than old high-speed steel cutters. For deep cuts, select variable helix end mills. These specialized tools have uneven flute spacing. This structural variation breaks up uniform timing, preventing harmonic waves from building up into loud chatter.
-
Adjusting Cutting Parameters
If you hear a high scream, your speed is wrong. Try altering your spindle speed up or down by 10%. Balancing your chip load means each sharp tooth takes a clean bite of metal. This prevents the tool from sliding and bouncing against the workpiece.
Practical Stability Tips
- Push the tool deep into the holder to reduce overhang.
- Avoid deep, aggressive cuts on small machines.
- Use balanced tool holders rated for high RPMs.
- Check your spindle regularly for wear or play.
Why Does Vibration During Side Milling Increase?
When a tool cuts along the side of a part, it pushes sideways. This lateral pressure forces the cutter to deflect away from the metal wall. As the tool bends and snaps back, it creates a fast bouncing motion that leaves deep ripple marks on your finished part.
Thin Wall Deflection
Cutting a thin metal wall can be difficult because the wall lacks structural support. The pressure of the spinning tool causes the thin metal to flex back and forth. If you do not support these weak sections with custom fixtures, the part will vibrate and potentially warp or crack.
Improper Step Over
Taking a wide bite along the side of your part increases the risk of chatter. If your radial depth of cut is too large, the tool experiences excessive pressure. To keep things stable, it is helpful to know how to reduce vibration in full slotting cuts. Slotting forces the tool into a tight channel where it is squeezed on both sides, which triggers extreme shaking.
| Milling Condition | Vibration Level | Surface Finish | Tool Deflection |
|---|---|---|---|
| Light Step Over | Low | Very Smooth | Minimal |
| Medium Side Cut | Medium | Moderate | Acceptable |
| Full Slotting | High | Rough | Extreme |
How Does CNC Machine Coolant Improve Machining Stability?
Cutting metal generates intense friction and heat. This thermal buildup causes both the tool and your workpiece to expand. This expansion changes your dimensions and can lead to binding. Continuous cooling keeps the material at a stable temperature, preventing distortion.

Lubrication Effects
Good coolant coats the cutting zone with a slippery film. This lubrication helps aluminum chips slide smoothly up the tool flutes and exit fast. When chips clear easily, the cutter does not rub or recut old debris, which helps minimize how coolant affects end mill vibration.
Coolant Pressure and Direction
A weak trickle of water will not solve your vibration issues. You need high-pressure nozzles pointed directly at the cutting edge to blast chips out of the path. This constant clearing ensures the tool always cuts fresh metal instead of riding over trapped chips.
| Coolant Type | Main Benefit | Effect on Vibration | Best Used For |
|---|---|---|---|
| Flood Coolant | High Cooling | Medium Reduction | General Pocketing |
| Mist Coolant | High Lubrication | Low Reduction | Open Side Milling |
| Through-Spindle | Perfect Chip Removal | High Reduction | Deep Slotting & Holes |
How To Improve CNC Chatter Reduction With Better Setup?
If you are machining a long plate, support the center with jacks or blocks to stop it from flexing downward. High clamping force prevents parts from slipping, which is a primary step when learning how to reduce vibration on a CNC mill.

-
Spindle Maintenance
A machine cannot cut accurately if the main shaft is loose. Check your spindle for runout regularly using a dial indicator. If the bearings are worn, the tool will spin with a slight wobble, causing uneven wear on your cutters and inducing chatter.
-
Correct RPM Selection
Aluminum can be machined at high speeds, but excessive speed creates issues. If your RPM is too high for your machine’s rigidity, it can trigger harmonic vibrations. If you are trying to figure out why end mills squeal during machining, it is usually because the tool is rubbing against the metal at high speeds instead of cutting it cleanly.
-
Feed Rate Optimization
Moving the table too slowly causes the tool teeth to rub across the aluminum, creating heat and chatter. You must increase the feed rate so each tooth shears off a crisp chip. This prevents chip thinning, a condition where the cuts are too thin to stabilize the tool edge.
-
Depth of Cut Control
When machining aluminum, distribute the cutting forces evenly. If you take a deep axial cut, ensure your radial step-over is thin. Balancing these two settings prevents the tool from overloading, helping you learn how to stop end mill chatter in aluminum without breaking your expensive cutters.
-
Toolpath Optimization
Avoid using old-fashioned toolpaths that slam the cutter straight into sharp corners. Modern CAM software offers dynamic milling styles that smooth out corner entry, maintaining consistent load on the tool to help discover how to reduce vibration in machines.
-
Machine Calibration
Regularly inspect your ball screws for backlash. Loose components allow the table to shift slightly under cutting loads and triggering vibration. Calibrating your axes ensures the table moves smoothly and stays exactly where it should.
Set Up Success Checklist
- Vise bolted tightly to the machine table slots
- Part clamped short and low to avoid flexing
- Spindle taper clean and free of metal dust
- Toolpath designed with smooth, sweeping corner entries
Why Is Preventing CNC Milling Vibration Important?
Eliminating vibration removes unsightly ripple marks from your parts. This leaves smooth, professional surfaces that meet tight tolerances right out of the machine, eliminating the need for tedious manual sanding or polishing.
Longer Tool Life
Vibration causes micro-chipping along the sharp edges of your cutters. Keeping the tool steady distributes wear evenly across the flutes, helping your expensive carbide end mills last longer and saving your industry money on replacements.
Improved Machining Accuracy
When a machine shakes, the tool deflects away from its intended path, causing parts to come out oversized or out of round. Preventing vibration in CNC milling ensures your cuts remain precise, tracking your blueprints perfectly every single run.
Higher Production Efficiency
A quiet machine can run faster. Eliminating chatter allows you to safely increase your depths of cut and feed rates, moving more metal per hour and lowering your production costs.
Conclusion
Controlling vibration in CNC milling is essential for running an efficient machine shop. Shaking stems from a variety of sources, including excessive tool overhang, flexible workholding, worn spindles, or unoptimized cutting paths. By identifying these issues early and making targeted adjustments, such as shortening tool stickout, securing your fixtures, and choosing the best feeds and speeds for CNC milling, you can maintain stable cutting conditions.
Implementing these practices helps reduce end mill chatter and protects your tooling investment from premature wear or chipping. Consistently monitoring your setups and tracking tool wear will keep your operations smooth, precise, and profitable.
Frequently Asked Questions
How to decrease CNC machine vibration?
To stop the shaking, tighten all clamps on your machine. Use a shorter cutting tool so it does not bend. Slow down your speed or change how fast you push the metal. This keeps everything steady and smooth.
How to dampen mill vibrations?
Put thick rubber pads under the legs of your machine. These pads soak up the heavy shaking before it moves into the floor. You can also use special tool holders that grip the cutter tightly to absorb extra noise.
How does tool stickout affect end mill vibration?
A long tool sticks out far and bends easily when it hits metal. This makes the cutter bounce around and shake. If you push the tool deep into the holder so it stays stiff. Short tools do not shake.
Does silicone reduce vibration?
Yes, silicone can stop small shakes on light items. It acts like a soft cushion to absorb movement. But for huge, heavy metal mills, it is too soft. You need strong rubber and steel pads to stay safe.