CNC machining on aluminum demands a high degree of control in the feeds and speeds to produce high-quality results, efficient material removal, and extended tool life. Compared to the hard metals, aluminum is softer and more susceptible to problems such as chip welding, built-up edge, and bad surface finish.

Specifically, it is important to know the interactions between spindle speed (RPM), feed rate, depth of cut, and tool choice to achieve consistent performance. The trick is to know the fine art of best feeds and speeds for aluminum CNC. Correctly established feeds and speeds not only enhance machining performance but also minimize tool wear and eliminate expensive production mistakes.
Every aluminum CNC machine has a “soul.” Hear the cut, see the color of the chips, and do not be afraid to test the boundaries of your feeds and speeds of milling aluminum.
Keep on reading as this article explains:
- Optimize feeds and speeds for aluminum.
- Prevent chip welding with proper coolant.
- Use 3-flute carbide for aluminum milling.
- Balance RPM for feeds and speeds aluminum CNC machining.
- Check the aluminum machining parameters chart.
How to Assess Feeds and Speeds in CNC Machining?
To get into the details of the numbers, it is best to have a sense of what these terms mean to a machinist or engineer.
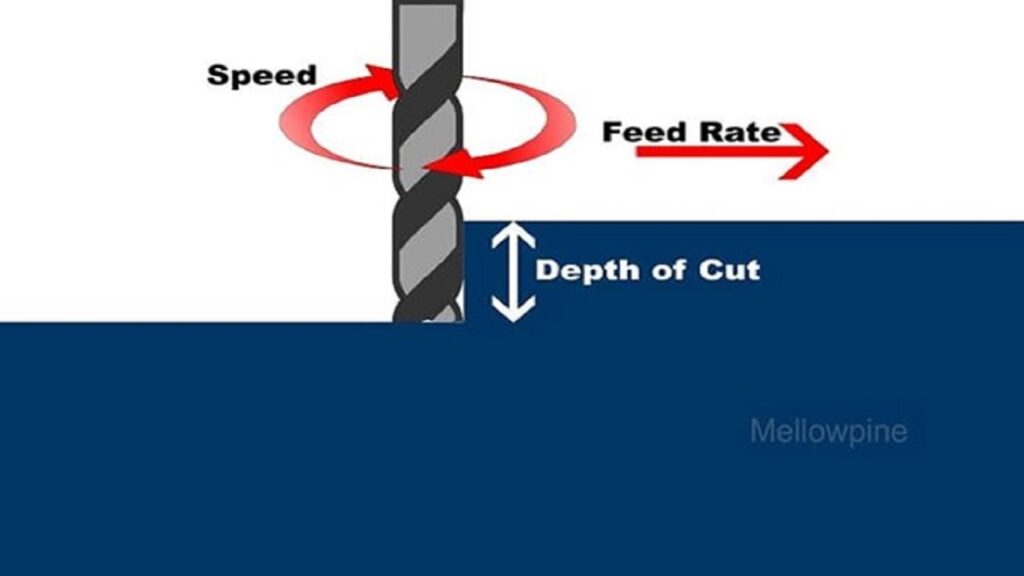
Feed Rate Calculation
It is usually expressed as inches per minute (IPM) or millimeters per minute (mm/min). An increased feed rate cuts material more quickly but puts more stress on the tool.
Spindle Speed (RPM)
RPM for aluminum CNC machining is calculated as: RPM = (Surface Feet per minute x 3.82)/Tool diameter. In the case of a 0.5″ carbide end mill in 6061 aluminum at 1,000 SFM, this would provide a value of about 7,640 RPM.
Depth of Cut (DOC)
Depth of cut is how deeply the tool is cutting the material, both axially (depth in the direction of the tool) and radially (what portion of the tool width is in contact). Greater depth removes more material in each pass but adds to the tool load.
Chip Load
Chip load represents the amount of material that each tooth of the cutter removes per revolution and is found as:
Feed Rate/(RPM x Number of Flutes)
The correct chip loading of aluminum CNC applications is often between 0.001 and 0.007 inches, according to the tool diameter and usage.
Chip Control in Aluminum CNC Machining: Why It Matters and How to Improve It
The Aluminum machining chip control plays a vital role in the realization of clean cuts and efficient production in aluminum fabrication. Good chip control will make sure that the chips are rapidly removed by air blast or coolant and thus will not scratch the workpiece.
Once machined, it is essential to know how to clean machined aluminum parts to eliminate the debris and to avoid oxidation. Effective chip management enhances the life of tools, the quality of finishes, and general machining.
Roughing vs Finishing Aluminum Machining
It is critical to know the difference between roughing and finishing cuts to optimize your productivity and get the surface quality your parts require.
| Parameter | Roughing Pass | Finishing Pass |
| Axial Depth (DOC) | 50–100% of cutter dia. | 5–15% of cutter dia. |
| Radial Engagement | 30–50% of cutter dia. | 5–10% of cutter dia. |
| RPM | 8,000–14,000 | 14,000–20,000 |
| Feed Rate (IPM) | 40–100 | 60–150 |
| Chip Load / Tooth | 0.003″–0.007″ | 0.001″–0.003″ |
| Surface Finish (Ra) | 125–250 µin | 16–63 µin |
| Tool Strategy | Adaptive / Trochoidal | Conventional / Climb |
| Coolant | Flood or Mist Required | Air Blast or Mist |
Recommended Roughing Parameters
- Spindle speed: 8,000–14,000 RPM for 0.5″ carbide end mills
- Feed rate: 80–160 IPM depending on DOC and engagement
- Axial depth: 0.5″–0.75″ for adaptive strategies
- Radial engagement: 10–25% of the diameter
- Coolant: Mandatory — flood preferred, mist acceptable

Why Feeds and Speeds for Aluminum Milling Require Special Machining Parameters
Aluminum is not just “soft steel.” It possesses special metallurgical features that determine certain aluminum machining parameters.
Soft Material Behavior
Aluminum is a soft and ductile metal. It is easy to bend under tool pressure, which causes problems when the feed-per-tooth is excessively low. The cutter should not smear or rub the material; it should bite a chip off.
Heat Buildup
Aluminum melts at a low temperature (approximately 660 °C / 1220 °F). Slow cutting speeds or ineffective chip evacuation will soon raise the temperature of the cutting zone to the point where aluminum will tend to form a weld onto the tool itself. This is known as Built-Up Edge (BUE).
Chip Evacuation
Aluminum gives long, stringy chips, which can re-cut unless it is cleared out of the working space. It is essential to evacuate chips well with coolant, air blast, or a well-planned toolpath strategy, particularly during roughing.

Key Factors That Affect Aluminum CNC Feeds and Speeds
The variables will force you to leave the so-called standard values in a CNC aluminum feeds-and-speeds chart.
Tool Material & Coatings (Carbide vs HSS)
The gold standard of aluminum CNC operations is solid carbide end mills. They are harder and retain sharper edges longer and are more heat-resistant. High-speed steel (HSS) tools may be used in light-duty or hobby machines, but not in production aluminum machining.
In the case of aluminum, uncoated carbide or ZrN (zirconium nitride), and DLC (diamond-like carbon) are better than TiAlN. TiAlN accumulates heat and leads to adhesion of aluminum. DLC-coated tools are highly lubricated and built-up edge resistant in feed rate aluminum milling.
Cutting Strategy
Is it a traditional toolpath or High-Efficiency Milling (HEM)? HEM employs a light radial engagement and a deep axial engagement, enabling significantly faster cutting speed aluminum CNC settings.
Apply contemporary CAM techniques such as adaptive clearing. This keeps the tool engagement angle constant and enables you to run a higher feed rate for aluminum milling than the normal offset paths.
Machine Rigidity
A massive industrial vertical machining center (VMC) can handle much higher chip loads than a desktop router.
What RPM Should You Use for Aluminum CNC
Common RPM in machining aluminum CNC machining is 6,000 to 20,000 RPM, varying with machine configuration, tool size, and material conditions. The larger the tool, the lower the RPM needed and vice versa.
For example, machining 6061 aluminum with a 0.5-inch carbide end mill at 600 SFM gives about 4,584 RPM.
Calculating Your Speed
The ideal RPM depends on tool diameter and Surface Feet per Minute (SFM). Use this formula:
RPM = (SFM × 3.82) / Tool Diameter
Example: For 6061 aluminum using a 0.5-inch carbide end mill at 800 SFM:
RPM = (800 × 3.82) / 0.5 = 6,112 RPM
Roughing involves a low RPM to maintain stability, and finishing involves a higher RPM to accomplish surface quality. Safe RPM selection heavily depends on machine rigidity and spindle capability.
- Roughing vs finishing: Lower RPM with higher torque when removing heavy material. Add more RPM to complete to get a smoother finish.
- Machine constraints: The maximum speed of your spindle and the rigidity of your machine determine the limit. In case of vibration, decrease RPM or regulate feed rate to maintain stable cutting.
Best Feeds and Speeds for Aluminum CNC
The following table shows the recommended initial starting points of the aluminum CNC machining speed and feed according to the type and use of the material.
| Material | RPM Range | Feed Rate (IPM) | Tool Type | Application |
| 6061-T6 | 8,000–18,000 | 40–120 | 3-Flute Carbide | Roughing & Finishing |
| 6061-T6 | 12,000–20,000 | 60–150 | 2-Flute Carbide | Finishing / HSM |
| 7075-T6 | 6,000–14,000 | 30–90 | 3-Flute Carbide | Roughing |
| 7075-T6 | 10,000–18,000 | 50–120 | 2-Flute Carbide | Finishing |
| 2024-T3 | 6,000–12,000 | 25–80 | 3-Flute Carbide | General Milling |
| Cast Alum. | 5,000–10,000 | 20–60 | 2/3-Flute HSS | General Milling |
Note: You should always use your own RPM of feeds and speeds for aluminum CNC machining, depending on the SFM (Surface Feet per Minute) suggested by your tool vendor, which is usually 6001,500+ on aluminum.
Feeds And Speeds For 6061 Aluminum
The most used aluminum alloy in CNC machining is 6061- T6. It is very machinable, strong-to-weight, and has predictable behavior.
Why 6061 Is the Go-To Aluminum Alloy
When calculating feeds and speeds for aluminum 6061 CNC, aim for a chip load between 0.001″ and 0.005″ per tooth, depending on the tool diameter.
Coolant or mist lubrication is nearly essential because 6061 is a little gummiest than the high-strength 7075. Without it, the aluminum will tend to gall onto the tool, no matter how good your feed rate is.

Common Mistakes in Aluminum CNC Machining
Some of the common errors in feeds and speeds for aluminum CNC machining are: operation at slow speed, high RPM, improper tool selection, improper chip evacuation, and absence of proper coolant.
- Running Too Slow (Rubbing): Starting beginners tend to reduce the feed rate in fear. When the tool is moving too slowly, it stops cutting and begins rubbing. This produces immense heat and burns the tool immediately.
- Fitting the Wrong Number of Flutes: A 4-flute end mill should not be used with aluminum unless you are performing high-speed finishing. It will get choked with chips.
- Improper Tool Choice: Do not use TiN/TiAlN coatings and high flute tools- it raises friction. In aluminum, 2-3 flute carbide end mills with polished or DLC coating are recommended.
- Neglecting Coolant: Coolants are not used, which negatively affects the finish quality and tool life. Apply mist or flood coolant to avoid heat accumulation and adhesion of material.
Conclusion: Optimization Over Fixed Values
There is no single set of numbers that fits all machines, spindles, and fittings. The values of aluminum machining parameters in this guide are empirical starting points; however, in practice, CNC machining requires you to observe, adjust, and optimize values through what you hear, see, and measure on the machine.
You are dealing with feeds and speeds for small CNC machines, aluminum on a benchtop router, or you are trying to create the optimum finishing pass on a small aerospace component with tight tolerances; the basics in this guide provide a foundation to start.
Ready to Optimize Your Aluminum CNC Machining?
Test the feeds and speeds of aluminum milling rules in this article at your next work and see the difference the correct parameters make. Start with one small test cut using this guide today. Your tools and your bottom line will thank you.
Explore our aluminum CNC machining service for more practical guides, aluminum machining parameters charts, and tooling recommendations.
Contact us at 0086 139 2847 2576 or email: info@ydrapid.com
Frequently Asked Questions
How to optimize feeds and speeds for the aluminum finishing pass?
Feeds and speeds for aluminum finishing passes are optimized with spring passes, high helix tools, and minimal depth for smoother results.
How to clean machined aluminum parts?
To clean machined aluminum parts, use mild detergent or solvent, rinse thoroughly, and dry to prevent oxidation and surface damage.
Why is chip control important in the machining process?
Why chip control is important in the machining process is that it prevents re-cutting, reduces heat, and improves tool life and finish.
What are feeds and speeds for aluminum roughing?
The aluminum roughing feeds and speeds are oriented towards high material removal rates with aggressive feeds, higher RPM, and deeper cuts without compromising tool and machine safety.
What are the best feeds and speeds for small CNC machines for aluminum?
To this, employ higher RPM and shallow cuts (0.010″ to 0.030″) to fit low rigidity. Avoid deep cuts. When you hear chatter, make adjustments by increasing the feed rate or reducing the RPM to stabilize the cut and prevent tool damage.