Chip control is one of the most practical issues in aluminum CNC machining. Aluminum tends to produce long, stringy chips that are difficult to manage in real production. If not controlled properly, they can clog tools, damage surfaces, and interrupt machining cycles.The other major concerns are poor surface finish and even an unexpected shutdown.
Without proper chip control, tool wear increases, surface finish becomes unstable, and machining efficiency drops quickly.

The content below clarifies all details you need to know about chip control in CNC machining of aluminum, including:
- How chip control affects aluminum CNC machining.
- The issues arising from poor chip breaking.
- Different types of machining chips (long and short).
- Tips to enhance machining and chip breaking.
What Is Chip Control in Aluminum CNC Machining?
Chip control in aluminum CNC machining refers to how chips are formed, shaped, and removed from the cutting zone during machining. In real production, especially when working with a CNC machining service, long and continuous chips can quickly become a problem if they are not properly managed.
Effective chip control focuses on generating small, manageable chips that can be evacuated easily without interfering with cutting stability, surface finish, or tool life.
Difference of Chip Formation and Chip Evacuation:
Chip formation is about how the creation of a chip at the cutting edge, its shape, thickness, and breakability, impacts CNC machining.
On the other hand, chip evacuation aluminum CNC is the process of evacuating chips from the cutting area with coolant, air, or gravity to avoid re-cutting and excessive temperatures.
Both stages are equally important. Even ideal chips can cause problems if the chip evacuation in the aluminum CNC is inadequate. It results in chip buildup, surface damage, and tool wear.
Continuous Chips vs. Segmented Chips:
Continuous chips are long and winding and require aluminum chip control. Segmented or discontinuous chips are short. They are typically found when machining harder materials like steel.
The feed rate needs to be increased to prevent the chip from breaking. It is also necessary to alter the tool to increase the stiffness and thickness of the chip. This allows it to curl and break into segments.
Why Chip Control Matters in Aluminum CNC Machining
Poor aluminum chip control has a direct impact on tool life. Surface quality, dimensional accuracy, and machine uptime are also major factors to be concerned about. Here is what goes wrong when chips are not managed properly.
Built-Up Edge (BUE) Formation
Aluminum has a tendency to stick to the surfaces of cutting tools. Chips are long and slow to evacuate, which causes the heat to accumulate at the tool tip.
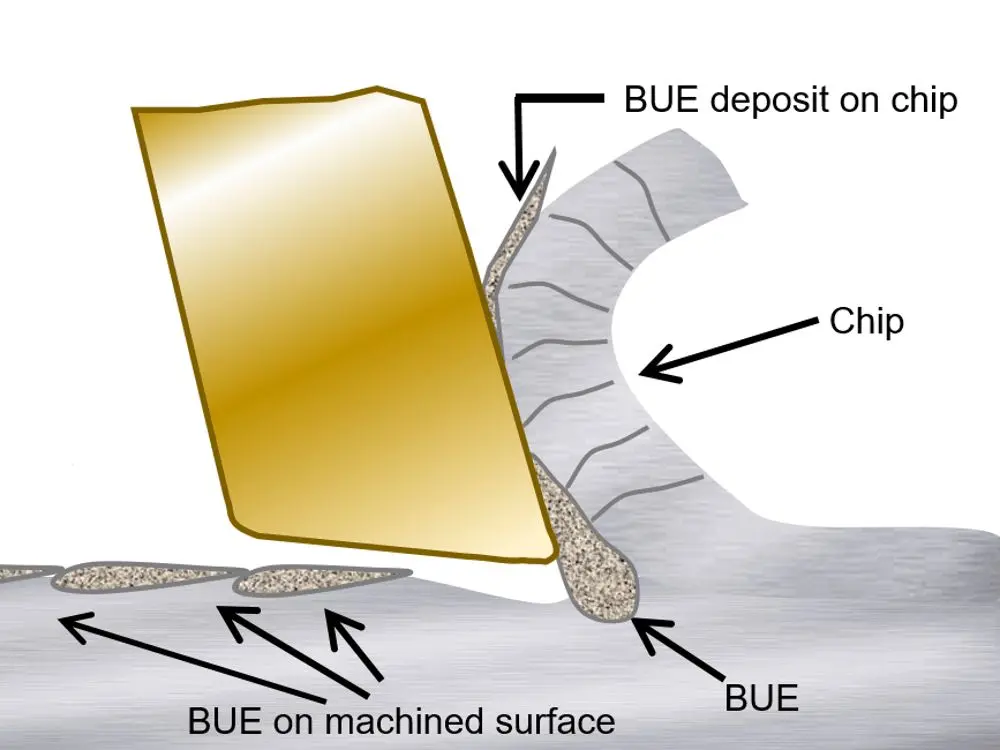
The aluminum becomes soft, smears, and ultimately welds itself to the cutting edge, a condition known as Built-Up Edge.
BUE alters the actual geometry of the tool. The cutting edge becomes irregular, and cutting forces become more active, ruining surface finish and hastening tool wear. Within a high-production set-up, BUE can ruin an end mill within minutes.
Surface Integrity & Ra Values
Surface roughness (Ra) is a direct measure of the quality of parts. Whenever the chips enter the cut again, they serve as abrasives between the tool and the finished wall. The result is visible scratching, gouging, or irregular Ra values that push parts out of tolerance.
Pro Tip: Use consistent chip breaking to achieve the best chip control methods for aluminum CNC for first-time right quality, reducing rework and tool wear.
Why Is Aluminum Harder to Machine Than Steel?
Steel chips are brittle, but aluminum chips are more flexible and stringier. When CNC machining, aluminum is harder to control than steel.
Uncontrolled aluminum long chips in CNC can lead to low efficiency. Therefore, aluminum chip control needs to be carefully fine-tuned. There is a need to cut parameters. Tool design and chip evacuation are also necessary.
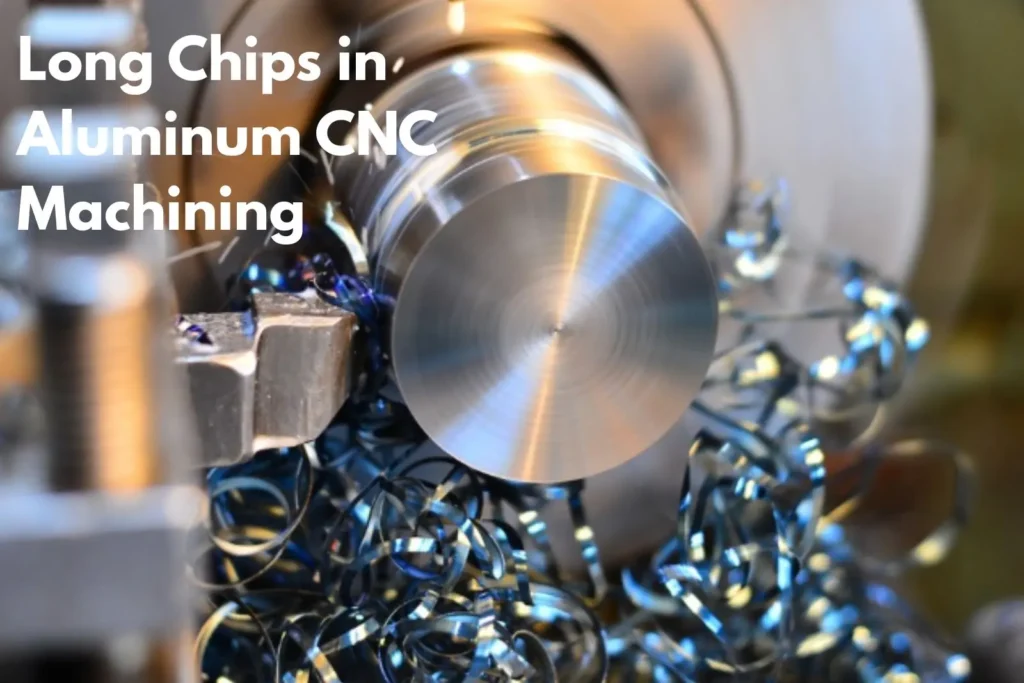
Why Aluminum Produces Long Chips in CNC Machining
The production of long chips depends on the physical and mechanical characteristics of aluminum. Its answer is in the understanding of the material science behind the formation of aluminum long chips in CNC.
The Mechanism of Chip Formation:
There is intense plastic deformation in the shear zone experienced by aluminum. This becomes the reason for the creation of long chips in aluminum CNC machining.
These chips are long and stringy. If not broken, these chips can coil around the tool and workpiece, causing cutting problems.
High Ductility and Low Shear Strength:
Aluminum stretches significantly more than steel before it finally breaks. Hardened steel elongates at only 1-2 % of its length. On the other hand, aluminum is capable of being stretched 10-25 %, depending on its alloy and temper.
Machinists need to apply certain rake angles and chip breaker geometry to bend the metal in order to make these chips snap. This adds internal bending stress until it surpasses the fracture threshold.
Material Comparison: Machinability by Alloy
Not every aluminum is the same. The alloying elements have a strong influence on the behavior of the chips:
- 6061-T6 has medium chip control but needs rough feeds to crack the chip.
- 7075-T6 has zinc. It makes it more brittle and harder in the shear zone. It cuts chips far more readily than the 6000 series.
- 1000 Series is Pure Aluminum. It is extremely soft and gummy.
How to Prevent Long Chips in Aluminum Machining for Soft Alloys?
To avoid long chips in soft aluminum alloys such as 1100 series, load more chips and employ tools with polished flutes. This assists the soft material to bend and crack prematurely rather than creating long and stringy chips.
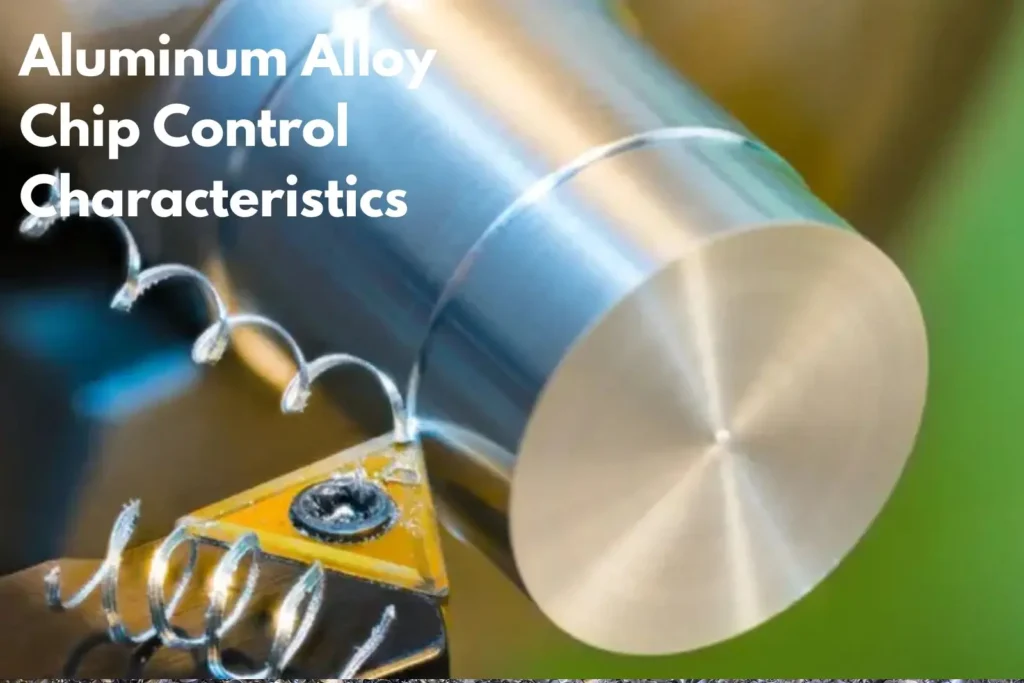
Aluminum Alloy Chip Control Characteristics:
The table below shows how different aluminum alloys behave in machining. Chip type, BUE risk, and control difficulty are also concerning factors.
| Alloy | Ductility | Chip Type | BUE Risk | Recommended Tooling | Chip Control Difficulty |
| 1100 (Pure) | Very High | Long, continuous, sticky | Very High | PCD, polished carbide | Very Hard |
| 6061-T6 | Moderate | Long but manageable | Moderate | High-helix carbide, flood coolant | Moderate |
| 7075-T6 | Moderate–Low | Shorter and breaks more readily | Low–Moderate | Standard carbide, optional TiB₂ | Easier |
| 6082-T6 | Moderate | Similar to 6061 | Moderate | Standard aluminum end mills | Moderate |
| 2024-T3 | High | Long and continuous | High | High-helix carbide, TiB₂ coating | Hard |
| 380 Cast | Low | Short and granular | Low | PCD preferred, carbide viable | Easiest |
Problems Caused by Poor Chip Control
Ignoring chip control leads to mechanical issues and higher costs on the shop floor.
Chip Evacuation Problems
Uncleaned chips accumulate and block the flow of coolants. This generates heat quickly, resulting in chip welding. Poor evacuation also causes the machine to re-cut on old waste and may result in tool failure.
Tool Wrapping and Chip Tangling
Aluminum is highly ductile, and it produces long ribbons that wrap around the spindle. These can snag on the workpiece or sensors, forcing the machine to stop. This entrapment poses a significant safety hazard to operators and destroys unattended machining cycles.
Surface Damage Issues
Uncontrolled chips are like abrasives, which slide over the piece and create surface galling. It causes deep scratches and damages the Ra finish values. In industries like aerospace, these micro-scratches often lead to parts being rejected during quality inspection.
How to Improve Chip Control in Aluminum CNC Machining (Practical Methods)
These methods improve chip control through tooling, cutting parameters, programming, and coolant strategy.
Optimize Tool Geometry
In order to crack an aluminum chip, one has to press it until it folds up to the point where its internal stress surpasses the ultimate tensile strength.

High Rake Angles: Operate tools with positive rake angles (15-25 degrees). This lowers the cutting force and promotes tight curl.
Finished Flutes: Aluminum is adhesive. Polished or zirconium nitride-coated flutes reduce the coefficient of friction and allow the chip to glide away.
Adjust Cutting Parameters
The easiest method to break a chip is to raise the Chip Load (IPT).
- A thicker chip is a stiffer chip. It increases the feed rate. Stiffer chips hit the chip breaker and snap.
- Engineers use the chip thickness formula (h = f×sin(k) that makes sure that the actual chip thickness is adequate to contact the tool chip-breaker geometry.
As a practical starting point for 6061-T6 aluminum:
- RPM: 10,000–18,000. This RPM value depends on the tool diameter.
- Feed rate: 0.004–0.008 IPT.
- Radial depth of cut is 30–50% of the tool diameter for conventional milling.
- Axial depth of cut is one time the tool diameter.
Advanced Evacuation Techniques
Peck Drilling (G83 Cycles): The most frequent way of mechanically breaking the ribbon in deep holes is to withdraw the tool periodically.
High-Pressure Coolant (HPC): Systems with 1,000+ PSI literally blast the chip off the tool.
Aluminum CNC Chip Control Methods Comparison
The following table compares aluminum CNC chip control methods. Efficiency, cost, and application are the main concerning factors.
| Method | Technical Mechanism | Best Use Case | Effectiveness |
| Increased Feed Rate | The Increased chip thickness enables it to break easily. | General milling and turning | High |
| Chip Breaker Inserts | Grooves force chips to curl and break. | Turning operations | Very High |
| High-Pressure Coolant | 1,000+ PSI coolant removes chips from the cut zone. | Deep pockets or small holes | High |
| Peck Drilling | Drilling enables the tool to be pulled back to break chips. | Deep hole drilling | High |
| PCD Tooling | Low friction reduces chip welding | High-silicon aluminum alloys | Medium |
Common Mistakes That Lead to Poor Chip Control
Most chip control issues in CNC are not caused by exotic problems. They belong to a list of usual, preventable errors.

Using “Used” Tools
Never use a tool previously used for steel on a critical aluminum finish. Any microscopic damage on the cutting edge raises friction, resulting in instant chip welding and smearing.
Insufficient Coolant Lubricity
It isn’t just about the volume of water; it’s about the concentration. If the oil-to-water ratio is too low, the coolant lacks the lubricity to prevent the “sticky” aluminum from adhering to the tool flutes.
Using Too Many Flutes
Long and continuous aluminum chips enable speedy packing. Most aluminum works best with 2-3 flutes. 3-flute tools strike a balance between the evacuation space and the material removal rate.
The “Light Cut” Fallacy
If the chip is too thin, it never hits the chip-breaker geometry on the insert, resulting in the very long aluminum chips CNC. Many beginners reduce the feed rate to “be safe.” In aluminum, a light cut results in chip thinning.
Conclusion:
Chip control directly affects machining stability, tool life, and final part quality. For aluminum parts, achieving consistent chip breaking is essential to avoid production issues and maintain efficiency.
If your project involves aluminum CNC machining, optimizing chip control at the design and process stage can significantly improve results.
Contact us to review your part design or get a machining quote based on your requirements.
FAQs
What is the way to prevent long chips in CNC machining?
Raise the feed rate to make the chip thicker. Snap metal by using chip breaker tools, high-pressure coolant, or peck drilling.
Why do cutting tools stick with chips?
Heat causes aluminum to weld to the tool, called Built-Up Edge. Prevent this sticking by using polished tools and coolant.
What is the best chip control aluminum alloy?
7075-T6 is the best chip control aluminum alloy, because it is harder and more brittle. Pure aluminum is difficult to break and is quite gummy.
Which type of tools work well for chip control in aluminum machining?
End mills with steep rake angles, smooth flutes, and low flute numbers (2-3) work best. TiB₂ coatings minimize friction and sticking.
What is the optimum feed rate of aluminum CNC machining?
Optimum feed rate is 0.004–0.008 inches per tooth. Quick feeds produce thicker chips, which can break easily, avoiding dangerous, long stringy ribbons.
How does the tool geometry play a role in chip control when CNC machining aluminum?
Chip control is greatly influenced by tool geometry. High rake angles and polished flutes lessen cutting forces and avoid chip sticking. Furthermore, a well-designed chip breaker aids in curling and breaking the chips to produce shorter chips, improving machining stability.
What type of coolant is used to control chips when machining aluminum?
Yes, coolant is very important. Coolant with high lubricity prevents chip sticking, and built-up edge (BUE) and powerful coolant supply systems help flush the cutting area of chips.
What is the influence of feed on chip breaking in CNC machining of aluminum?
Chip thickness is determined by feed rate. Increasing the feed rate results in thicker chips that are more likely to break. Thinner chips are produced at lower feed rates, but will be longer and stringier.