
CNC machining tolerances are used to ensure parts fit and work together. In this article, we’ll look at normal and tight tolerances, tolerance selection, and how to control your production expenses. You’ll discover how to design economical, high-quality parts.
What Is CNC Machining Tolerance?
What Tolerance Means in CNC Machining

Tolerance is the small size error which is acceptable. It is a restriction which defines how much a part can vary from the design. If the part falls within the limit, it’s acceptable. If the error is too big, it’s scrap. In a nutshell, you specify tolerance to let the machinist know how much error is fine for your part.
Why Every CNC Part Needs a Tolerance
CNC machines are very precise, but there are lots of things that prevent the machine from making the part exactly the same size all the time.
For instance, small vibrations and the cutting tool getting worn make the part have a slightly different size. These things always occur, so you need to allow the machinist a tolerance.
How Tolerance Is Specified on a Drawing
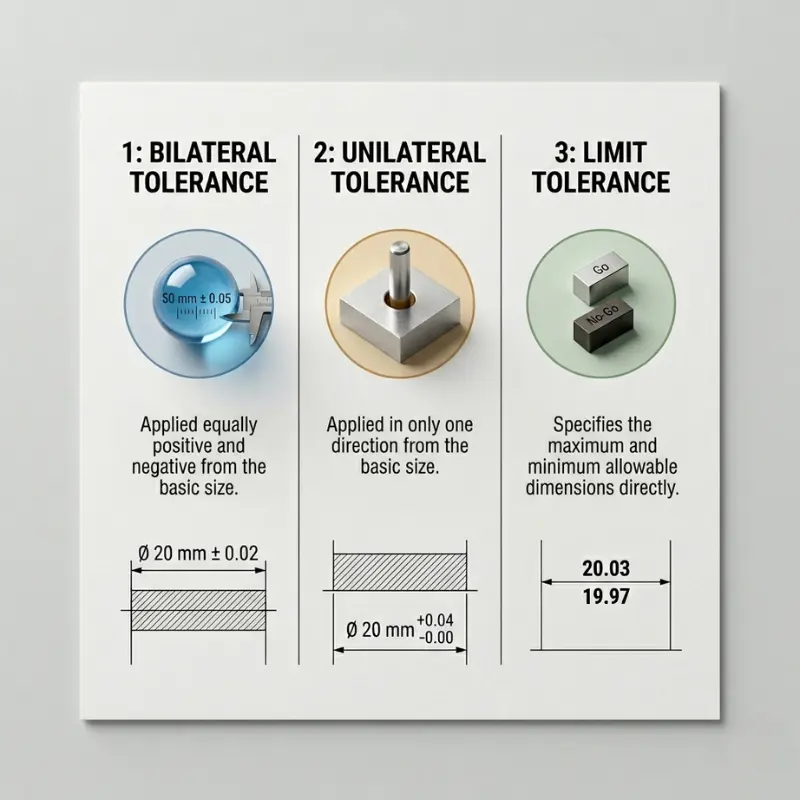
On a technical drawing, tolerances tell the machinist exactly how much the size can change. There are three common ways to show this:
- Bilateral Tolerance
This shows a range in both directions. For example, 20mm +/- 0.05mm. This means the part can be a little bit bigger or a little bit smaller than the main number.
- Unilateral Tolerance
This only allows a change in one direction. For example, a part can be larger, but it cannot be any smaller than the target size.
- Limit Tolerance
This doesn’t use a +/- sign. Instead, it shows two numbers—the biggest and smallest the part can be. If the drawing says 20.05 / 19.95, any size between those two is okay.
What Tolerance Can CNC Machining Achieve?
CNC machines can easily produce very precise parts. Generally, they can produce parts that are accurate to 0.125 mm to 0.05 mm. This is sufficient for most products to be functional.
What the Standard CNC Tolerance Range Is
The default tolerance for most parts is +/- 0.125 mm. It is the standard in many shops. This is a good tolerance because it is accurate enough for many parts while keeping the cost down and accurate.
Why Some Parts Need Tighter Tolerances Than Others
If you had a very expensive cutting-edge machine, you could have tighter tolerances. They can achieve tolerances of +/- 0.005 mm or even 0.002 mm. But these tight tolerances are difficult to achieve. It asks for special tooling, a steady temperature and takes much longer, making the parts costly.

How to Know What Tolerance Your Part Actually Needs
To know what tolerance you actually need, check the Assembly Gap. Start by assuming every part needs a loose, cheap tolerance. Only tighten the numbers when a part must move, and seal a liquid.
For example, if you have a 10mm pin going into a 10.5mm hole, you don’t need high precision—you have 0.5mm of slop to play with. You only pay for tight tolerances when that gap disappears.
What Are the Different Types of CNC Machining Tolerances?
Bilateral Tolerance
A bilateral tolerance is very common. It lets a part be a little bit larger or a little bit smaller than the goal. This gives the machinist room to move in both directions. For example, if the goal is 25.00mm, the part can be slightly over or slightly under that number. It is a balanced way to set a size limit.
Unilateral Tolerance
A unilateral tolerance only allows a part to change in one direction. The size can be either larger or smaller than the goal, but not both. For example, a part can remain smaller than the target 10.00mm to +0.00/-0.05mm, but never larger. This rule makes sure that a piece always fits inside another part without being too big. It is a simple way to control the fit in just one way.
Limit Tolerance
Limit tolerances show the highest and lowest allowed size. There are no plus or minus signs. Instead, the drawing shows two numbers, 30.05 and 29.95, stacked on top of each other. The machinist must keep the part between those two numbers. It is a very clear way to show the exact limits of a part.
Geometric Tolerance / GD&T
GD&T is a special way of measuring parts. It not only checks the size of parts. It also measures the shape and the fit. This system can define if a surface is flat. It can also say if a hole is in the middle. This is used when the shape of the part is important too.
Surface Finish Tolerance
Surface finish does not measure size. It describes the feel of the metal – whether it is rough or smooth. You’ll see this written as Ra. The smaller the number, the smoother it is. This is good for parts that move against each other.
Why Choosing the Wrong Tolerance Type Causes Problems
Choosing the right tolerance is important because if you choose the wrong tolerance, it could cost more or not work properly. For instance, if you choose a tolerance that is too small for a simple part, the factory will have to make it more carefully and with costly specialist equipment, making it more expensive. But if you make it too coarse, the parts could be too loose and rattle or not fit properly.
How to Pick the Right Tolerance Type for Your Feature
Right tolerance depends on the function of the part. For example, for parts that are going to fit inside each other, you will use a limit tolerance which will tell the machinist the maximum and minimum size.
For other shapes, a regular bilateral (+/-) tolerance is selected. It is the cheapest and fastest method for a factory to machine.
Tight tolerances are only needed if a part doesn’t touch anything else, make the tolerance loose to save time and money.
What Are Standard CNC Machining Tolerances by Material?
| Material Category | Typical Tolerance (Standard) | Recommended Best (Tight) |
| Aluminum Alloys | ±0.127 mm | ±0.025 mm |
| Stainless Steel | ±0.127 mm | ±0.050 mm |
| Engineered Plastics | ±0.250 mm | ±0.100 mm |
| Titanium | ±0.127 mm | ±0.050 mm |
Standard Tolerances for Metals

Metals such as aluminium and steel are very rigid, so it is easy for a machinist to work to standard tolerances. For most metal parts, you can expect the standard tolerance to be between 0.1mm and 0.05mm, without any special tools. Metal materials don’t flex as much as other materials, making them easier to cut along the lines.
Standard Tolerances for Plastics
Plastics are different. They are softer and more heat sensitive, so their tolerances are normally looser. It might be 0.2 mm or even 0.3 mm for plastic parts. If you insist on making a plastic part to the same standard as a steel part, it will cost you more because the plastic part can spring back after the tool cuts it.
CNC Milling vs CNC Turning Tolerances
Milling and turning have different strengths. CNC turning is often better at holding very tight tolerances on round features like cylinders and shafts. CNC milling is excellent for complex shapes, but it might have slightly more variation depending on the length of the tool being used. Both can reach very high precision, but turning is generally the king of round-part accuracy.
| Process | Feature Type | Standard Tolerance | Best Possible |
| CNC Milling | Flat Surfaces / Pockets | ±0.100 mm | ±0.025 mm |
| CNC Turning | Diameters / Shafts | ±0.075 mm | ±0.010 mm |
| CNC Plasma | Profiles / Plate Cutting | ±0.800 mm | ±0.500 mm |
| Grinding | High-Precision Surfaces | ±0.005 mm | ±0.002 mm |
CNC Plasma Cutter Tolerances
You should know that cnc plasma cutter tolerances are much wider than milling or turning. A plasma cutter uses a hot beam of ionized gas to melt through metal. Because of the heat and the way the beam moves, the tolerance is usually around 0.5 mm to 1.0 mm. This is fine for large brackets or structural plates, but you should never use a plasma cutter for parts that need a precision fit.
Why Material Choice Directly Affects Achievable Tolerance
If you don’t specify tolerances, most CNC shops will have a default tolerance. Generally, this is 0.127mm. It’s tight enough to be used for most parts, but it’s not so tight that the parts are very costly to produce. As long as your part does not have to fit into a very tight space, this is generally the standard we would recommend.
What’s the Difference Between Standard Tolerance vs Tight Tolerance CNC Machining
What Counts as Standard Tolerance?
Standard tolerance is basically the default for the industry. As mentioned, this is often around 0.127mm. It is the range that a standard machine can hit easily during a normal production day without extra monitoring or special tools. Most non-important features on a part—like the outside edges of a bracket—should use standard tolerances to keep things simple.
What Counts as Tight Tolerance?
Tight tolerance refers to anything significantly more precise than the shop standard. We are usually talking about ranges like 0.025 mm or even 0.01 mm. These are very small numbers—thinner than a human hair. To achieve this, the machinist must use the best machines, high-end cutting tools, and very careful setups.
When Tight Tolerance CNC Machining Is Required
You should only use tight tolerance cnc machining when it is absolutely necessary. Common examples include aerospace engine parts, medical implants, or high-pressure valves. In these cases, even a tiny error could lead to a dangerous failure. Another example is a press-fit, where two parts must be forced together and stay there without any screws or glue.
When Standard Tolerance Is Enough
If a part’s dimension doesn’t affect how it works or how it looks, standard tolerance is enough. For example, the length of a handle or the thickness of a base plate usually doesn’t need to be precise to the micron. Using standard tolerances here saves you a lot of money and allows the factory to finish your order much faster.
How to Decide Which Tolerance Class Your Part Needs
There are functional and cost considerations when selecting a tolerance. Most people make their parts too accurate, costing too much.
Standard/Rough: Use this for parts that won’t come in contact with anything else, such as handles and cases. It is quick and inexpensive.
Moving Parts: Use this for parts that slide, spin or lock together. This makes it a tight fit, but not too tight.
Extra Fine: Only use for mating surfaces, such as the part where a bearing goes. These cost a lot of money, so don’t overdo it.
Instead of just picking a number, ask: “If this part is 0.1mm too big, does the whole product fail?”
- If Yes: You need a tighter tolerance.
- If No: Keep it loose.
What Is ISO 2768 in CNC Machining Tolerance?
ISO 2768 General Tolerances
ISO 2768 is an international standard that defines general tolerances for parts. If your drawing says Tolerances per ISO 2768, it means you are following a globally recognized set of rules. This is very helpful when working with international tight tolerance cnc machining services because everyone is speaking the same technical language.
ISO 2768-f, ISO 2768-m, ISO 2768-c, and ISO 2768-v
| Precision Class | 0.5 to 3mm | 3 to 6mm | 6 to 30mm | 30 to 120mm |
| f (Fine) | ±0.05 mm | ±0.05 mm | ±0.1 mm | ±0.15 mm |
| m (Medium) | ±0.1 mm | ±0.1 mm | ±0.2 mm | ±0.3 mm |
| c (Coarse) | ±0.2 mm | ±0.3 mm | ±0.5 mm | ±0.8 mm |
This standard is broken into four classes of precision:
- Fine: The tightest general standard.
- Medium: The most common standard for machine parts.
- Coarse: Used for parts where precision isn’t important.
- Very Coarse: Only for very rough industrial parts. Using these letters on your drawing is a shortcut to tell the shop exactly what level of quality you expect.
ASME Y14.5 and GD&T Basics
Americans mostly follow the ASME Y14.5 standard. It places great emphasis on GD&T. Instead of only numbers, it uses symbols to talk about parallelism or roundness. It’s a great way to make sure a part will work, but it’s a bit harder to write than other methods.
Why ISO 2768 and ASME Y14.5 Matter for Your Drawings
ISO 2768 or ASME Y14.5 turns your drawing into a binding contract. These are the codes that provide a lingua franca, eliminating all uncertainty and ensuring if you get a part back out of spec. However, the liability stays with the manufacturer. Without standards, you’re not just designing a product – you’re designing a risk that you will suffer any factory error.
How to Apply the Right Tolerance Standard to Your Parts
Sometimes, class fits aren’t good enough. If you have a particular bearing and it needs to fit just so, you will use a custom callout. It’s when you put the full tolerance on the drawing, beside the dimension. A custom callout trumps the general rules, and it means to the machinist, I want to pay special attention to this particular area.
Why is CNC Machining Tolerances Important
Fit and Assembly Accuracy
Tolerances tell the machine the exact size a part must be. They give a tiny bit of room for the part to be slightly larger or smaller. This is important so that parts remain exact. If the size is wrong, the pieces will not fit together. CNC machining tolerance rules make sure every part works, even when you make it in bulk.
Part Performance and Reliability
Accuracy keeps your parts working safely. High-speed engines and medical tools need exact sizes to stay stable. If a part is even slightly wrong, it can shake or break very quickly. These precise rules stop the machine from wearing out. Correct sizes make sure your product stays strong and does its job for a long time.
Same Parts in Production Runs
Repeatability means making every part the same. When you go from one part to 1,000, they must match perfectly. Setting a clear standard for size makes this possible. CNC machine tolerance allows every piece to work the same way. It also means a customer can buy a new part years later, and it will still fit. Using these rules keeps the quality high for every single item you build.
How Proper Tolerances Reduce Scrap, Rework, and Cost
Exact sizes help you save money. If a machinist knows the limit, they can stop mistakes early. This stops rework, which means fixing a bad part. It also stops scrap, which is when you must throw a part away. Using these rules prevents waste. When you waste less metal and time, your project makes more money.
What Factors Affect CNC Machine Tolerance
Material Type and Stability
All materials are not equal. Stiff materials such as stainless steel are good, but difficult to cut and as a result, the tools tend to bend. Plastics can bend or bulge due to the heat produced by the cutting process. Even some types of aluminum alloys have stresses built up that will cause the part to distort when removed from the machine. The best way to achieve tight tolerances is to use the right material.
Let our engineers help you select the best alloy. Get a free consultation.
Part Geometry and Wall Thickness
The shape of your part matters. If your part has thin walls, they can chatter when the tool is cutting them. That can make it difficult to achieve a high tolerance. Also, if you have long holes, the tool can bend. So design parts with thick walls for precision.
Tool Wear and Cutting Conditions
Cutting tools are like kitchen knives; they get dull over time. As a tool wears out, it doesn’t cut as cleanly, and the part’s dimensions can start to drift. Also, the speed and feed rate affect the outcome. If the machinist tries to go too fast to save time, the vibrations might increase, which ruins the tolerance.
Machine Accuracy and Setup Quality
Every machine has its own limits. An old, worn-out mill will never be as precise as a brand-new, high-end machine. Furthermore, how the part is held in the machine—the setup—is important. If the part is not clamped securely or if the fixture is slightly crooked, every measurement taken afterwards will be wrong.
Heat, Vibration, and Workholding
Heat is a major enemy of precision. As parts get hot, they expand. If a machinist measures a part while it is still hot, the measurement will change once it cools down to room temperature. Vibration from the machine or from the cutting action also creates chatter marks and can move the part slightly out of place. Good clamping is important to stop this movement.
Surface Finishing and Post-Processing
Don’t forget about what happens after the machining is done. If you plan to have your part anodized, plated, or painted, that process adds a layer of material to the surface. If you don’t account for that extra thickness in your original tolerance, the finished part might be too big. You must always tell your manufacturer if you plan to add coatings later.
How Does Tight Tolerance Affect CNC Machining Cost?
What Makes Tight Tolerance Parts More Expensive
The price of changing from a standard tolerance to a tight tolerance is exponential. A tight tolerance part could cost 2 or 3 times more than a standard part. That is because all the work has to be done more slowly, carefully and carefully. You pay for the skill and the reduced speed.
Why Over-Tolerancing Is One of the Biggest Engineering Mistakes
With tighter tolerances, the shop has to be more careful in inspecting parts. Regular parts may only be checked with a caliper. Parts with tight tolerances might need to be measured on a CMM or with special gauges. This time is billed back to you.
To hit a tiny target, the machine must take very small, light finishing passes. This takes much longer than a standard cut. If a part takes 10 minutes to make with a standard tolerance, it might take 30 minutes with a tight one. Since machine shops charge by the hour, longer times mean higher costs for you.
How Over-Tolerancing Raises the Budget
Over-tolerancing is when you put a tight tolerance on a feature that doesn’t actually need it. This is one of the biggest mistakes in engineering. By being too safe and making everything super precise, you are essentially throwing money away. It makes your parts harder to build and more expensive without adding any real value to the product.
How to Save Cost Without Losing Function
The best way to save money is to use a tiered approach. Identify the 10% of features that are important for fit and give them tight tolerances. For the other 90% of the part, use standard tolerances. This allows the machinist to work quickly on most of the parts while only slowing down where it really matters.
Unsure if your tolerances are driving up costs? > Upload your CAD file
How to Choose the Right CNC Machining Tolerance
What Information You Need Before Assigning Tolerances
You cannot pick a tolerance until you know the important path of your assembly. You need to identify every mating surface. For example, check the exact spots where two parts touch or move together. You also need to know the material’s properties and the factory’s machine limits. If you skip this, you’re just guessing. True efficiency comes from knowing your tolerance stack-up; if every part is slightly off, the final product won’t fit.
Why Feature Function Should Drive Your Tolerance Decision
The only reason to pay for precision is if the part needs it to work. If a hole is just for looks, a loose tolerance saves you money. If that same hole holds a spinning motor, a tight tolerance is a must. Letting the function drive the design means you only spend your budget where it actually matters.
How to Assign Tolerances Using Real Part Examples
Clearance Hole Example
So if you have a hole that a bolt will pass through. This is called a clearance hole. There’s no need for a high tolerance. The tolerance can be a normal ±0.13 mm. Even if the actual hole is a little bit bigger than the target size, the bolt will still fit through, and the washer will fill up the space.
Bearing Bore Example
A bearing bore is the opposite. The hole where a bearing sits must be very precise so the bearing doesn’t wobble or get crushed. Here, you might see a tolerance of +0.02/−0.00 mm. This ensures the hole is never too small for the bearing but stays very close to the perfect size for a smooth fit.
Press-Fit Feature Example
In a press-fit, you are intentionally making a pin slightly larger than the hole it goes into, so they stay together by friction. This requires extreme precision. You will set a tolerance of ±0.01 mm. If you are off by just a little bit, the parts will either be too loose to stay together or too tight to even assemble.
Plastic Part Tolerance Example
Imagine a plastic enclosure for a remote control. Because plastic can warp, so, use a tolerance of ±0.25 mm. Since the two halves of the plastic case are somewhat flexible, they can still snap together even if they are not perfectly sized to the micron.
CNC Plasma Cut Part Example
For a heavy steel bracket used in a building’s frame, a plasma cutter is used. The tolerance might be ±0.8 mm. In this case, the exact size doesn’t matter much because the bracket will be welded into place anyway. The wider tolerance makes the part much cheaper and faster to produce.
How CNC Tolerances Are Measured and Inspected

What Inspection Tools Are Used for CNC Tolerances
Calipers and Micrometers
These are the most common tools in a shop. Calipers are great for quick measurements of standard tolerances. Micrometers are much more precise. You should use them when you need to measure very tiny details, like 0.01 mm or even 0.001 mm. Every machinist has these tools at their workbench to check parts as they come off the machine.
Go/No-Go Gauges
A Go/No-Go gauge is a physical tool made to a specific size. For a hole, a Go gauge should slide in easily, and a No-Go gauge should not fit at all. It is a very fast way to check if a part is within tolerance without needing to read a digital screen. It is perfect for high-volume production.
Height Gauges and Dial Indicators
Height gauges measure how tall a part is relative to a flat surface. Dial indicators are used to check if a surface is flat or if a round part is perfectly centered. These tools are essential for checking the geometric part of your tolerances.
Why Inspection Method Must Match Tolerance Level
For the most complex and precise parts, shops use a Coordinate Measuring Machine. This is a computer-controlled machine with a sensitive probe that touches the part in many places to create a 3D map. It is incredibly accurate and can verify very complex GD&T callouts that are impossible to check by hand.
How to Choose the Right Inspection Method for Your Parts
The best inspection method depends on the part. Here are three proven methods for right inspection to check CNC tolerance:
- Use hand tools like calipers for loose tolerances because they are fast and cheap for simple checks.
- Switch to a CMM for complex, high-precision parts. Here, you need a digital data report to prove the part is perfect.
- If you are making thousands of small parts, use an optical scanner to check dimensions instantly without slowing down the line.
Picking the wrong tool either wastes your money or faulty parts that don’t fit.
Conclusion
When setting CNC tolerances it’s worth balancing cost and quality. It’s better to use tight tolerances only where necessary and adhere to industry tolerances such as ISO 2768 to produce high-quality parts while keeping costs in check. And make sure to communicate with your machinist for a successful outcome.
FAQ: CNC Tolerance Guide
Are CNC plasma cutter tolerances as tight as CNC milling tolerances?
CNC plasma cutter tolerances are much wider because the process uses a high-heat beam that is less precise than a physical cutting tool.
What is ISO 2768 in CNC machining?
ISO 2768 is an international standard that provides general rules for tolerances on linear and angular dimensions. It simplifies the design process by setting default accuracy levels.
Do all CNC parts need tight tolerance?
Actually, no. Usually, parts only require close tolerances on the surfaces that interact with other parts. Standard tolerances can be used for all other areas.
How do I choose the right tolerance for my CNC part?
First, you need to determine which aspects of the design are critical for product performance. Think about the material, how it will be manufactured, and if it will be coated or plated. If you’re not sure, ask your manufacturer.