Introduction:
Aluminium machining burrs are among the most challenging aspects of CNC production. In high-speed CNC machining, when machining soft, malleable materials such as aluminium, burrs formation is of great importance.
Burrs form in tiny and undesired projections of material that remain attached to a workpiece. They form after machining operations like milling, drilling, and turning. Burrs may be small, but they have a profound effect on fit and assembly, surface quality, and appearance.

Burr formation in aluminum machining directly impacts product quality. It also affects precision and manufacturing cost.
This article highlights the following points in detail:
- Understanding of burrs in aluminum CNC machining
- Causes of burr formation in aluminum CNC machining,
- strategies for minimizing burr formation.
- Practical solutions to control and reduce aluminum machining burrs in CNC processes
What Are Aluminum Burrs in CNC Machining?
Aluminum burrs are defined as residual plastically deformed material. They are like raised edges or bits of metal remaining on a machined part. They usually appear at the edges after milling operations. They also appear at crossings of CNC-routed slots. Burrs also form at hole exits during drilling and sharp internal corners.
The nature of aluminum metal is soft and malleable. It is more likely to bend rather than fracture during cutting. This tendency makes aluminum CNC machining burrs more prevalent than in other metals, such as steel.
Burr formation is a multi-step process:
- Plastic deformation occurs in front of the cutting edge
- Material deforms, rather than cleaves
- The separation of a chip from the workpiece is non-uniform
- The distorted material finally curls or folds at the edges. These form burrs in machining.
This is particularly noticeable in high-speed CNC machining. This is due to thermal softening, which enhances ductility.
What are the Common Types of Aluminum Machining Burrs?
There are various types of burrs for aluminum machining. These burrs depend on the cutting parameters, tool geometry and material ductility. Support provided to the cutting zone is also a concerning factor. Having knowledge of types of burrs helps to implement suitable prevention and deburring techniques in CNC machining.
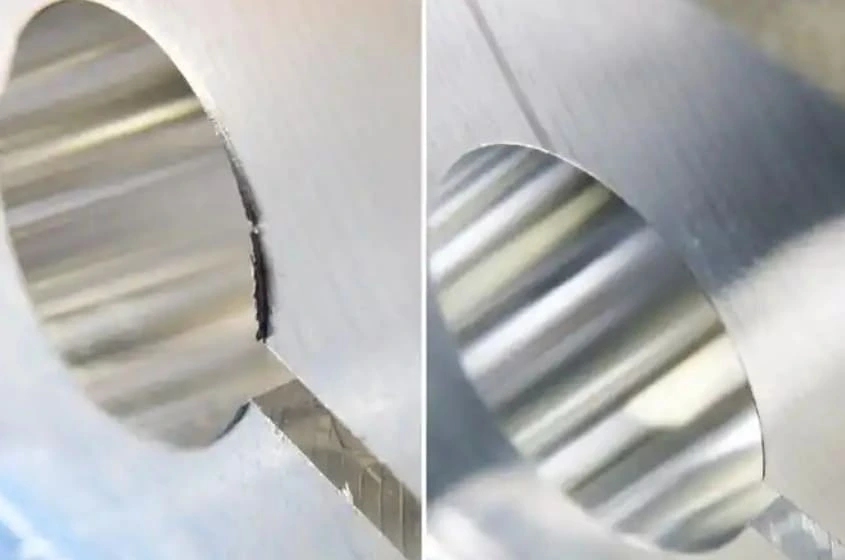
Rollover Burr:
Rollover burr is a common type of burr in aluminum machining, particularly in drilling, milling and slotting. According to ISO 13715 standards, these burrs are edges of undefined shape.
Key characteristics of Rollover burrs are given as:
- Due to the high ductility of aluminum, the lack of support
- Formation of rounded edges
- Typically found at hole exits or part edges
Poisson Burr:
A Poisson burr is caused by material expansion when cutting. Aluminium is highly ductile, and under the pressure of the cutting tool, it can bulge out to form a thin ridge along the cut.In aluminum 6061, this is exacerbated when tool sharpness exceeds 0.01 mm.
Key characteristics of Poisson burr are given as:
- forms in the direction of the cut
- Uniform edge left along the surface
- Common in milling processes
Tear Burr:
A tear burr is formed when the material is not sheared but torn from the surface of the workpiece. This burr has a ragged appearance.
Key characteristics of Tea burr are given as:
- Rough surface appearance
- Rough and uneven edge formation
- Harder to get rid of than smooth burrs
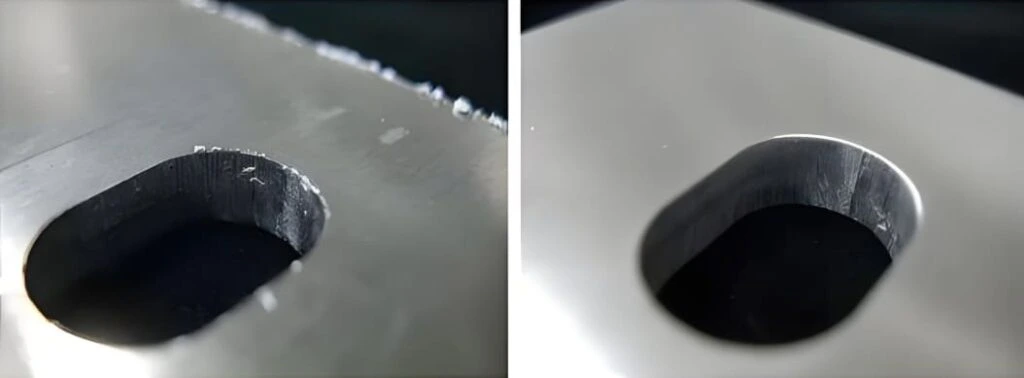
Breakout Burr:
The main cause of this type of burr formation involves: If the material left after a cut or drill is too thin to withstand the cutting forces. The workpiece breaks in an irregular pattern.
Key characteristics of Breakout burrs are given as:
- Occurs when drilling through thin wall
- Rough edge on exit surface
- More visible than other types of burrs
What Causes Burrs in Aluminum Machining?
The main cause of burr formation involves material properties, tool design and machining conditions.
The following are the key Causes of Burr Formation in aluminum Machining:
| Cause | Explanation | Impact Level |
| Tool wear | Dull edges increase the cutting force Fc
This causes leading to plowing. |
High (increases burr height by 3x) |
| Material ductility | Aluminum bends instead of fracturing cleanly | High |
| Heat generation | Temperatures exceeding 200°C soften the aluminum matrix. | Medium |
| Exit conditions | Unsupported material at theedges forms burrs. | High |
| Improper feed rate | Too low or too high feed causes tearing | Medium |
| Tool geometry | An incorrect rake angleincreases plastic flow. | High |
How do Aluminum Machining Burrs Affect Part Quality?
Burrs in CNC machining of aluminum parts are not only a cosmetic imperfection, but also have a significant impact on product performance, cost and efficiency. Even minimal burrs can have major technical and economic consequences, particularly in critical parts.
Impact on Surface Finish and ISO Standards:
- There is a strong correlation of burr formation in aluminum machining with surface roughness (Ra) and overall surface integrity. As burr size increases, Ra values typically rise due to unstable chip formation.
- Surface roughness parameters such as Ra are critical indicators of machining quality. This parameter is followed by the “ISO 4287” and “ISO 4288” standards.
Critical Assembly and Fit Problems
- Aluminum machining burrs impact assembly fit, tolerance management and function, particularly in critical applications.
- There is an effect of burrs on enlarged edges. It potentially causes tolerance buildup and assembly misalignment. In the aerospace and automotive industries, this can cause parts to fail to seat properly, load distribution issues, and result in mechanical failure in high-precision assemblies.
- Tolerance (ISO 286 limits and fits) in terms of standards defines the dimensional accuracy. It is also concerned with the fit of components; even small burrs can cause parts to exceed tolerances.
Increased Manufacturing Costs and Cycle Times
-
- Burr formation in aluminum CNC machining directly increases total production cost. It increases by extending cycle time, adding secondary operations, and reducing overall machining efficiency.
- Manufacturers use slower feed rates, extra finishing passes, or specialized tooling. They use these techniques to achieve tighter surface and edge requirements. It can increase machining cycle time by 25–40% when targeting high surface finish levels (Ra < 0.8 µm).
- Burr-related finishing can account for approximately 10–30% of total part cost. Especially in precision components, where edge quality requirements are strict.
- In automated CNC production lines, even a small increase of 20–60 seconds per part can significantly reduce daily output. This is due to the selection of hundreds or thousands of units.
How to Prevent Aluminum Machining Burrs:
Preventing burr formation in aluminum machining requires a combination of optimized cutting parameters and proper tool geometry selection. Adjusting machining parameters is an efficient way to reduce aluminum machining burrs and directly influences surface quality. This also helps to minimize plastic deformation and achieve better chip removal.
Best Cutting Parameters to Reduce Burrs in Aluminum Machining:
Feed rate: An excessively low feed rate can result in material smearing rather than cutting and compromise surface finish. With an optimum feed rate, chip formation will be efficient and supply better machining. A high feed rate becomes the reason for surface tearing and affects the surface quality.
| Cut Type: | Roughing Cut: | Finishing Cut: |
| Feed Rate | 0.005 – 0.020 IPR | 0.002 – 0.004 IPR |
Cutting speed: There is a great effect of cutting speed on aluminum burr formation. By maintaining a surface speed of 800–1200 SFM for aluminum 6061-T6, you can prevent the material from reaching a “gummy” state.
Depth of cut: Rubbing and heat generation are the result of low depth instead of cutting. With a proper depth of cut, the machining process is stable and efficient. But increasing the depth of cut may lead to vibration, instability, and chipping of the workpiece.
Best Tool Geometry to Reduce Burr Formation in Aluminum Machining
It involves selecting positive rake angle tools:
| Tool Geometry Factor | What is it? | How It Helps Reduce Burrs? | Recommended Range: |
| Relief Angle: | This angle is between the tool’s flank face and the machined surface. | 5° to 15° (Depends on feed rate) |
|
| Rake Angle: | This angle is formed between the tool face and a line perpendicular to the workpiece surface. | The value of the positive rake is 10° to 30°
(This value is higher for very soft aluminum alloys) |
|
| Chamfering: | This is a small angle formed on the edge of the tool’s cutting. | Width: 0.05 mm to 0.2 mm
Angle: 5° to 20° |
|
How to Remove Burrs from Aluminum Parts
Some burrs are unavoidable despite best practices. So, deburring methods for aluminum burrs are required in finishing.
Chemical Deburring Solutions:
Chemical deburring is applicable for hard-to-reach areas where your tools can’t reach. These chemicals dissolve burrs from aluminum parts giving the machined part a finished look.
The most suitable chemicals for aluminum alloy deburring are as follows:
- Phosphoric acid solution
- Acetic acid (acetum)
- Al-chem 300 process
- M-111: non-ferrous deburring compound.
- Nitric acid (salpeter solution)
- Copper nitrate
- Aluminum chemical deburring and polishing agent Q/Ys. 204-2
- M-222 Non-Ferrous deburring compound.

Industrial Deburring Techniques and Use Cases:
| Method | Description | Best Use Case |
| Mechanical deburring | Brushes, tumbling, vibration finishing | Medium production volume |
| Thermal deburring | Gas explosion removes burrs | Gas explosion removes burrs |
| Manual deburring | Using tools like files and scrapers | Small batch production |
| Electrochemical deburring | Controlled anodic dissolution | Precision components |
| CNC-integrated deburring | In-machine edge finishing | High precision manufacturing |
Selecting the Right Deburring Tools and Materials:
You can use manual tools like deburring knives for removing small burrs in aluminum alloy machining. But for larger or more intricate parts, rotary tools perform well to fix burrs. However, you must go with consistent pressure and have a steady hand for the best result.
Use Sharp Cutting Tools:
The toughness and ductility of aluminum alloy require sharp tools to bring clean cuts and reduce burr formation. For this, the selection of tools is crucial for machining aluminum alloy. The best tool materials for aluminum machining are as follows:
- High-speed steel tools
- Carbide tools and
- Polycrystalline diamond tools
How to Inspect and Verify Quality in Aluminum Machining Burrs?
Quality control ensures burr-free machining and consistent quality. Modern CNC manufacturers employ a number of quality control measures.
- Use loupes or digital microscopes to detect micro-burrs and “wire edges”.
- Use special copper or plastic probes to detect any edge resistance or snags inside slots and at the exit of holes.
- Check dimensions with Coordinate Measuring Machines to ensure “Poisson burrs” haven’t added to the part width or decreased hole sizes.
- Check the Ra (Roughness Average) on the machined edge to ensure stability of cut and finish tolerances.
- Check all aluminum machining burrs for compliance against ISO 13715 to meet edge tolerances on technical drawings.
- Introduce batch testing standards to ensure quality control in high-volume CNC machining.
- Ensure edges are smooth enough for post-processing techniques such as anodizing and powder coating to avoid corner thinning.
- Test thread holes and mating parts with “Go/No-Go” gauges to ensure burrs won’t cause assembly problems.
Conclusion:
Burrs in aluminum machining are a result of the ductility of the material being machined and wear. It is actually due to poor machining practices. Knowing the reasons for burrs on aluminium parts allows us to enhance product quality.
The impact of burr control is not only to provide better surface integrity but also to save time and money in post-machining operations and improve productivity.
FAQs:
Are aluminum machining burrs completely avoidable?
Although seldom fully eliminated because of its malleability, aluminum machining burrs can be reduced to near-zero levels with the appropriate cutting tool design and tool paths.
Can coating the tools prevent burrs?
Yes, non-stick coatings, such as DLC, reduce the sticking and heat generation, allowing for a clearer cut along the tool edge and fewer aluminum machining burrs.
What’s the best CNC setting to minimise burrs?
Slower feed rates during tool exit are the best way to control the formation of aluminum machining burrs.
What’s the effect of a “Built-Up Edge” (BUE)?
A BUE blunts the tool, making it tear the part and form larger, more random aluminum machining burrs.
Why is climb milling better for avoiding burrs?
With climb milling, the tool cuts from the minimal chip thickness, avoiding the “push” that leads to large aluminum machining burrs.
Is aluminum more prone to burrs than steel?
Aluminum’s ductility results in plastic flow around the cutting edge rather than brittle fracture, as seen in other metals.