Machining tool steel involves cutting high-carbon alloy steels used in dies, molds, punches, and cutting inserts. These materials are harder than common structural steels. As a result, CNC cutting behaves differently on tool steel. Chips usually break into small pieces, while cutting pressure rises quickly once the tool goes deeper into the material. In addition, tool behavior also changes with different grades, so cutting needs lighter passes and controlled engagement to keep the process stable.
Some tool steels are machined in a semi-annealed state, whereas others require hardened cutting strategies. Tool wear increases faster if engagement and feed are not controlled in a balanced way.
This article covers how tool steel behaves during CNC machining, how different grades affect cutting response, and what tool and strategy choices help in practical shop-floor conditions.
Machining Tool Steel Process: Steps Involved
Tool steel machining follows a controlled sequence of steps, and each step supports the next cutting stage. Here are the typical stages involved in machining tool steel
Step 1: Material condition check
Tool steel is first checked in its supplied state. Semi-annealed stock allows easier cutting, whereas hardened stock needs lighter engagement and slower material removal. This step sets the direction for the full process.
Step 2: Rough cutting setup
Rough cutting removes excess material in planned layers. Tool paths stay simple at this stage to reduce uneven load on the cutter. Each pass follows a clear depth plan rather than full engagement.
Step 3: Feature machining
Pockets, slots, and stepped areas are machined after rough shaping. The cutter follows the part geometry directly, and the cutting direction is adjusted based on the wall and floor formation.
Step 4: Controlled finishing passes
Finishing passes clean the surface and bring the geometry to its final shape. Lower cutting engagement helps the tool move along the surface without disturbing earlier cuts.
Step 5: Edge and corner correction
Final passes focus on edges, corners, and transition zones. Small tool adjustments help complete areas where full cutter contact is not possible in earlier steps.
Types of Tools for Machining Tool Steel
Tool selection depends on part geometry, depth, and steel condition. Each tool type works in a specific cutting role.
Solid Carbide End Mills

Solid carbide end mills are used for pockets, slots, and small step features. Short flute versions help keep the cutter stable during side cutting in tool steel. These tools are commonly used in pre-hardened material where cutting load needs control in small areas.
Indexable Milling Cutters
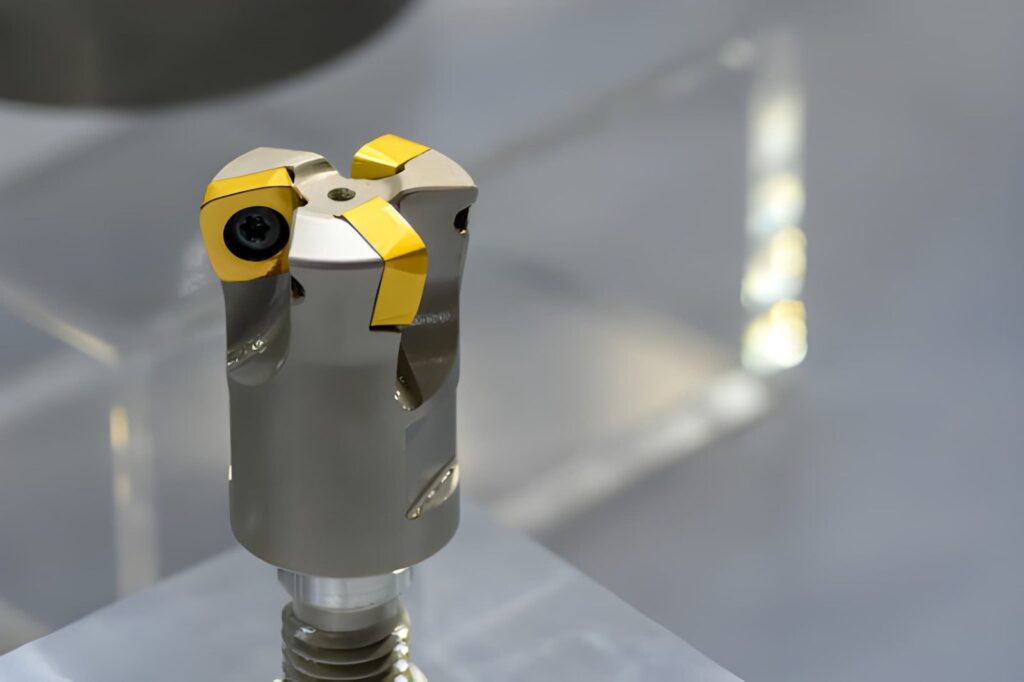
Indexable cutters handle larger material removal tasks. Inserts carry the cutting load, so the tool can run longer in rough cuts. These cutters are used on bigger blocks, where stock removal comes first before detail work.
High-Feed Milling Tools
High-feed tools remove material with a shallow cutting depth and higher feed direction. This spreads cutting load across the insert edge and reduces stress on a single point. They are used in the initial clearing of tool steel blocks.
Ball Nose End Mills

Ball nose tools are used for curved surfaces and 3D shapes. The rounded tip follows surface geometry in mold and die work. The tool path depends on the shape profile rather than straight wall cutting.
Corner Radius End Mills
Corner radius tools are used in the pocket and shoulder areas. The small radius at the edge reduces stress at the tool corner during cutting. These tools are selected when internal corners are not required to stay sharp.
CNC Machining Techniques Effective for Tool Steel
Here are the common CNC processes employed for machining tool steel alloys.
CNC Milling

CNC milling is used for pockets, steps, and general shapes in tool steel. Carbide end mills are usually picked, especially for pre-hardened stock. Short tools help keep the cut under control when side load increases.
Rough cuts are taken in layers instead of full depth. Finishing is done with light engagement to clean the wall and floor. Climb milling is commonly used because the cut stays smoother on steel surfaces.
CNC Turning

Turning is used for round parts like shafts and bush-type components in tool steel. Carbide inserts are the standard choice because the material puts more load on the edge.
Cutting speed stays moderate. Feed is kept steady so the tool does not dig into the surface. Roughing takes heavier cuts, while finishing is done with shallow depth to bring the size in line.
CNC Drilling
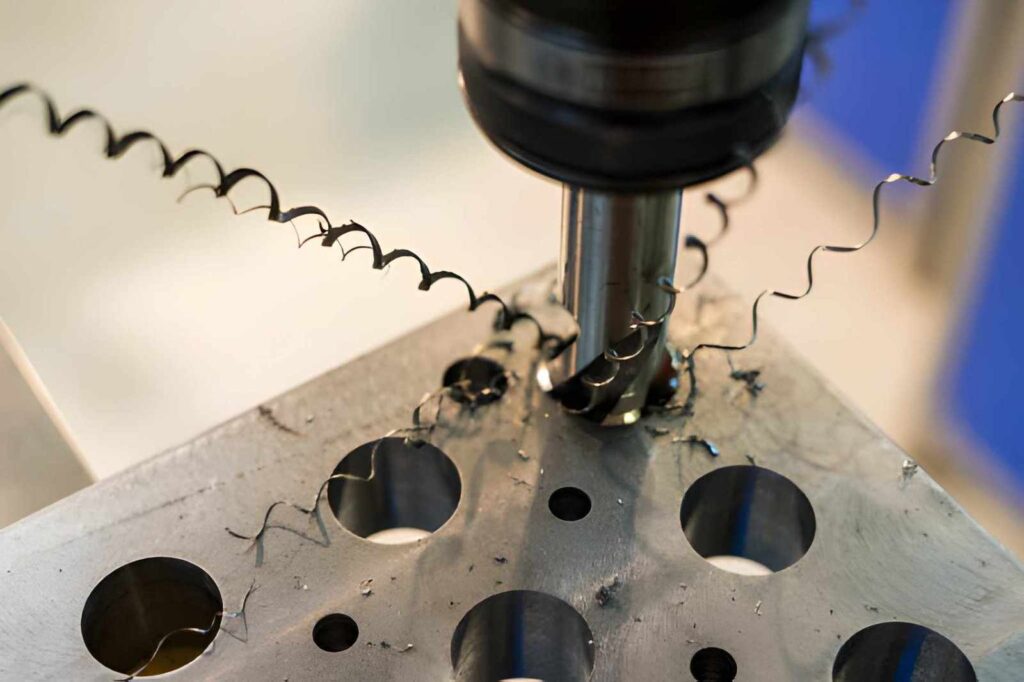
Drilling tool steel needs controlled entry because the tool meets resistance right away. Peck drilling is used so chips don’t stay packed inside the hole.
Carbide or cobalt drills handle the load better than normal HSS tools. Coolant is directed into the hole to clear heat and chips during deeper drilling.
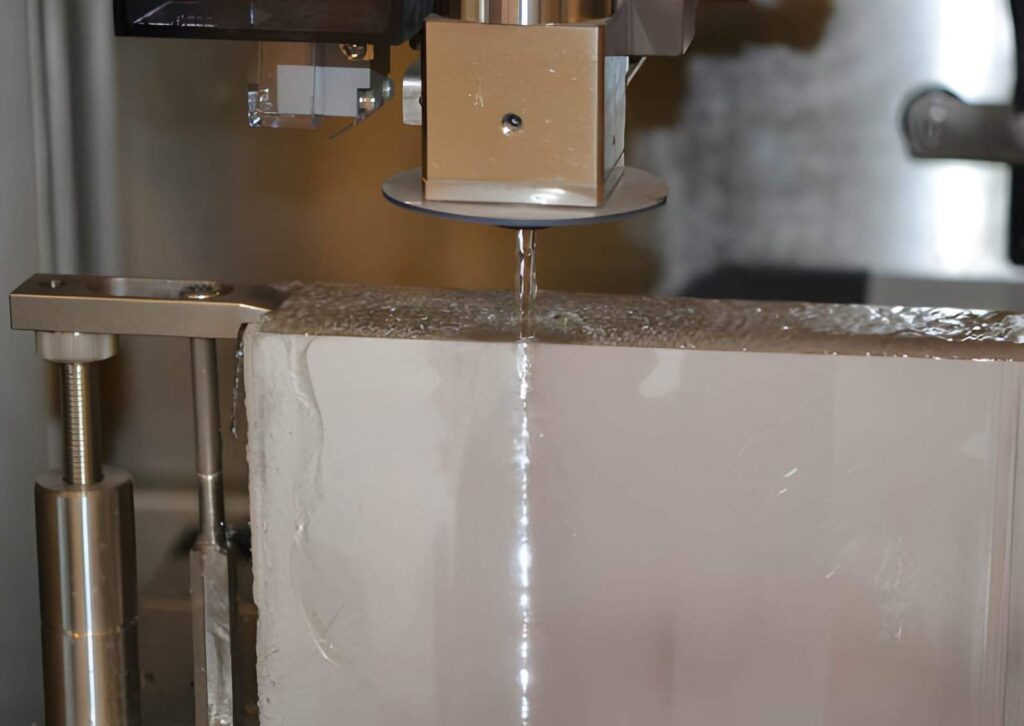
CNC Grinding

Grinding is used after machining when the surface needs cleaning and size adjustment. Vitrified wheels are commonly used on tool steel.
The wheel is often dressed, so it keeps cutting. Light pressure is used during passes, and marks or heat spots can appear on the surface.
Electrical Discharge Machining (EDM)
EDM is used for shapes that are hard to reach with cutters. It removes material using sparks instead of physical cutting.
It is used for deep cavities and hardened parts. The process is slower, but it works when normal machining cannot access the geometry.
How Tool Steel Alloys are Classified for Different CNC Machining Applications
Tool steels are grouped into various types. The intended types depend on forming and cutting impact. Each group has a different mix of carbon and alloys. Therefore, machining behavior changes from one type to another.
Water Hardening Tool Steel (W-grade)
This grade is used for basic tools like chisels, punches, and simple cutting edges. It has a higher carbon content with minimal alloying elements. Moreover, it is relatively easier to machine before hardening. But after heat treatment, cutting becomes more restricted due to surface hardness.
Cold Work Tool Steel (O, A, D grades)
Cold work grades are used for dies, blanking tools, and forming punches. Some of their common examples include: O, A, and D grades.
- O grades machines well in oil-hardened condition
- A-grade is air-hardening and keeps better dimensional control during treatment
- D-grade has high wear resistance due to chromium content. These grades are selected when surface wear is a key factor in use.
Hot Work Tool Steel (H-grade)
H-grade steels are used in forging dies, extrusion tools, and casting applications. They handle continuous exposure to elevated temperatures during service. Machining is carried out before final treatment since cutting resistance increases after hardening.
High Speed Tool Steel (M and T grades)
These steels are used in drills, milling cutters, and tapping tools.
- M-grade is based on molybdenum and supports balanced cutting performance
- T-grade is tungsten-based and used for higher heat conditions.
Shock Resistant Tool Steel (S-grade)
S-grade steels are primarily used in hammer dies and chisels. The material structure supports sudden load changes during use. Their machining is performed in an annealed condition, so shaping can be completed before the final strengthening stage.
Tool Steel Classification Overview Table
| Grade Group | Composition | Machinability (Before Hardening) | Heat Treatment Behavior | Typical Applications |
| Water Hardening (W) | High carbon (~0.6 to 1.4% C), low alloy | Easy to moderate | Water quench, high distortion risk | Chisels, punches, and simple cutting tools |
| Cold Work (O, A, D) | O: oil hardening, A: air hardening, D: high Cr (~10 to 13%) | O = good, A = moderate, D = harder | Controlled hardening; A-grade has the best stability | Dies, blanking tools, forming punches |
| Hot Work (H) | Chromium, molybdenum, and sometimes vanadium | Moderate (pre-hardening machining only) | Designed for thermal cycling stability | Forging dies, die casting tools |
| High Speed Steel (M, T) | M: Mo-based, T: W-based alloys | Difficult (needs soft annealed state) | Air/oil hardening, secondary hardness effect | Drills, taps, milling cutters |
| Shock Resistant (S) | Low carbon + silicon, alloyed for toughness | Good in the annealed state | Oil/air hardening, depending on the grade | Hammer, chisels, impact tools |
Heat Treatment and Its Impact on Tool Steel Machining
Heat treatment changes tool steel hardness, cutting load, and final machining steps. Because of this, the machining strategy often changes before and after hardening.
Softened condition before cutting
Tool steel is easier to machine when it is kept in a softened or annealed state. In this condition, material removal stays more controlled, and cutting tools face less load during roughing and feature work.
Hardening changes cutting behavior
After heat treatment, the same steel becomes harder to cut. The tool meets stronger resistance at the edge, and the cutting depth must be reduced. Tool choice shifts toward carbide tools to handle the increased load.
Distortion after heat treatment
Heat treatment can slightly change a part’s shape. This affects previously machined features like holes, pockets, and flat surfaces. Extra finishing passes are often planned after hardening to bring features back into line.
Finishing after heat treatment
Final machining on hardened tool steel uses light cuts. Grinding or EDM is often used when standard cutting tools struggle to reach full depth. This stage focuses on bringing surfaces back into correct condition after heat exposure.
Surface Coatings for Tool Steel Protection After Machining
Here are the typical coatings used after machining tool steel.
- TiN (Titanium Nitride) – It forms a gold layer on the surface and reduces sliding friction.
- TiCN (Titanium Carbonitride): It provides a harder surface than TiN.
- AlTiN (Aluminum Titanium Nitride): It handles higher heat during operation and supports cutting tools and dies that face continuous load during use.
Applications for Tool Steel Machining
Tool steel is often used for parts that face repeated loads during production work. Here are the common applications of custom-machined tool steel parts.
Injection Molds and Die Cavities
Mold cavities and cores rely on tool steel during plastic injection cycles. Each cycle applies pressure on the cavity surface, so the material is chosen to handle continuous contact. It is common in parts where cavity detail must stay unchanged over long runs.
Stamping and Forming Dies
Punches, dies, and forming tools in sheet metal work use this material for repeated striking. The cutting edge stays active during each forming cycle. Brackets, panels, and stamped parts are typical outputs from these tools.
Cutting and Shearing Tools
Industrial blades and shear tools depend on this material for metal cutting work. Contact with the sheet material continues throughout the operation. This reduces frequent edge rework in cutting lines.
Precision Machine Components
Fixtures, guide blocks, and alignment parts use it inside machine setups. These components take a load during clamping and movement cycles. Shape control in working condition is the main requirement for these parts.
Can Tool Steel be Machined after Hardening?
Yes, tool steel can be machined after hardening, but the process becomes more difficult once hardness reaches around 55 to 67 HRC. Standard Milling and drilling are usually avoided because tools wear out very fast, and cutting forces become unstable.
Carbide tools can only handle light finishing cuts, but tool life drops quickly. Grinding and EDM are normally used to bring hardened tool steel to its final size and surface finish.
Can Tool Steel Be Welded After Machining?
Yes, tool steel can be welded after machining. However, it is not simple and is usually avoided unless it’s necessary.
Most tool steels have high carbon content. So, they are already hardened and semi-hardened after heat treatment. During welding, the heat-affected zone (HAZ) can become brittle and crack due to rapid cooling and stress concentration after solidification.
Tips for Successful Tool Steel Machining
Tool steel machining needs stable cutting conditions because the material resists cutting and generates high heat at the tool edge. Performance depends on how you control load, heat, and tool wear during continuous cutting.
- Use a short tool overhang to minimize deflection under high cutting force
- Maintain a lower cutting speed with steady feed to control heat buildup at the cutting zone
- Apply rigid fixturing because vibration quickly increases tool chipping and surface damage
- Use sharp carbide tools and replace them early, since edge wear increases rapidly in hardened tool steel
- Prefer multi-pass machining instead of heavy single cuts to keep load stable and predictable
Get Custom Tool Steel Parts & Manufacturing Support From YD Rapid Team
At YD Rapid, we machine tool steel parts for molds, dies, punches, and wear-critical components. Before production, we review your CAD model to check tolerances, internal features, and geometrical requirements.
We also help you determine whether the part should be machined in the annealed state or after heat treatment. If needed, we suggest grinding allowance and EDM for hardened areas to avoid tool breakage and dimensional drift.
Upload your CAD file and get an instant quote or reply with no hidden expenses within an hour.
FAQs
What type of tool steel is easiest to machine?
O1 and A2 tool steel grades are easier to machine in their annealed condition. On the other hand, D-grade and high-speed steels are harder to cut and require slower feeds and rigid setups.
Why does tool steel wear cutting tools faster than other metals?
Tool steel has high hardness and abrasion resistance, particularly after heat treatment. This increases cutting-edge friction and heat concentration, which increases flank wear and edge chipping in carbide tools.
What is the typical surface finish achievable in tool steel machining?
In milling and turning, tool steel typically achieves a moderate surface finish (Ra 1.6 to 3.2 µm ) before grinding. For precision applications, final grinding brings it down to about Ra 0.2 to 0.8 µm, which suits mold and die work.